


Поставщики и производители
- Предприятия, принимающие заказы на нанесение покрытий
- Предприятия, принимающие заказы на изготовление печатных плат
- Производители химических источников тока
- Реактивы, добавки, процессы
- Оборудование, приборы, материалы
- Проектирование и реконструкция
- Системы автоматизации и управления технологическими процессами
- Экология, очистные сооружения, водоподготовка
- Утилизация, размещение, переработка промышленных отходов
- Химстойкая вентиляция и очистка воздуха
- Сопутствующие материалы и услуги
- Предприятия гидрометаллургии
Наука и образование
Консультации
Подскажите пожалуйста какие покрытия из перечисленных наиболее износо- и корозионностойкие
- 20.11.2020
Добрый день. Имеется деталь из стали 40ХНМА. Деталь ответственая, находится на открытом воздухе. Периодически есть воздействие песка и пыли на высокой скорости (считайте абразив) Стоит выбор между кадмированием, медь-никель-хром, хром и химическим окисидированем. Подскажите пожалуйста какие покрытия из перечисленных наиболее износо- и корозионностойкие. И насколько они различаются по стоимости, если есть такая информация
- Отвечает специалист
Здравствуйте, выбор покрытия обычно осуществляется по ГОСТу в зависимости от дальнейших климатических условий и от покрываемого металла. Данную информацию вы можете получить, используя данные ГОСТы 9.303-84, 15150-69, 9.005-72.
Растёт содержание сульфат-ионов в ванне хромирования.
- 19.11.2020
Растёт содержание сульфат-ионов в ванне хромирования. Электролит сульфатный саморегулирующийся. С чем это может быть связано
- Отвечает специалист
Здравствуйте. Основные параметры для увеличения концентрации сульфат-ионов, является увеличение концентрации хромового ангидрида и увеличении температуры электролита. Если эти параметры выходят за рамки рабочих параметров, то начинается увеличение сульфат-ионов.
Если увеличение сульфат ионов отрицательно влияет на качество покрытия, то следует уменьшить концентрацию сульфат-ионов, откорректировать по компонентам и в дальнейшем, при эксплуатации не выходить за рабочие параметры работы электролита.
Корректировщик в ванну пассивирования меди вместо 1,5 кг серной кислоты налил 18,9 кг.Объем ванны 902 л, Как можно исправить данную ситуацию без полной замены раствора?
- 16.11.2020
- Отвечает специалист
Вы можете разбавить электролит до нужной концентрации серной кислоты и откорректировать по рабочим параметрам.
Почему при составлении нового раствора ванны осветления алюминия(состав-азотная кислота 300-400 г/л )анализ показывает 300 г/л, хотя добавили 400г/л...
- 21.03.2020
Здравствуйте. У меня такой вопрос-почему при составлении нового раствора ванны осветления алюминия(состав-азотная кислота 300-400 г/л )анализ показывает 300 г/л, хотя добавили 400г/л (плотность кислоты учли), а также при составлении стандартной мини ванны в хим.лаборатории -та же картина-хим.анализ показывает пониженное содержание азотки, хотя все расчёты верны и плотность кислоты в расчётах учитывается. Чудеса какие-то.Анализ делается по ОСТУ .Плотность кислоты 1.4.
- Отвечает специалист
Если учитывать, что анализ на содержание азотной кислоты в растворе Вы делали правильно по ГОСТу или ОСТу, тогда проблема в самой азотной кислоте. Вполне вероятно, что исходная азотная кислота имеет примеси, которые повышают ее плотность. Просим учесть при составлении раствора ванны квалификацию чистоты применяемого химиката.
Возникла проблема с деталями из БрБ2
- 12.03.2019
Здравствуйте! Возникла проблема с деталями из БрБ2. На нашем производстве они подвергаются старению, и на них образуется окалина. Окалину сначала разрыхляем (натр едкий 600 г/л; натрий азотнокислый 200 г/л) в течение 40 минут при температуре 140 градусов, затем травим в соляной кислоте комнатной температуры (500 г/л + дистиллированная вода) в течение 1 секунды, промываем в холодной воде, и на 3 секунды опускаем в меланж (кислота азотная 750 г/л, кислота серная 500 г/л, натрий хлористый 2.5 г/л + дистиллированная вода). После этого промываем в проточной холодной воде. Проблем две: 1. не получается эффективно высушить детали и эффективно травить детали в большом количестве (они тонкие, сложной формы - наползают друг на друга, получаются белесые следы). Что можно сделать?; 2. появилась матовость на поверхностях деталей после обработки в свежесоставленном меланже. Померили температуру меланжа - ок. 30 градусов, азотная кислота просрочена на 3 месяца. Могло ли это повлиять на матовость?
- Отвечает специалист
Слипание тонкостенных деталей общеизвестная и не новая проблема на гальванике при совместной обработке (единовременной загрузке) большого количества деталей. Решение данной проблемы - это применение специальной оснастки, исключающей взаимный контакт обрабатываемых деталей.
По второму вопросу.
Концентрированная азотная кислота со временем разлагается и при длительном хранении ее концентрация может значительно снизится, поэтому перед использованием рекомендуется сделать химический анализ на содержание массовой доли кислоты в исходном химикате. При меньшей концентрации азотной кислоты в растворе травления меди и медных сплавов могут проявляться указанные вами дефекты.
В чем может быть причина переодического матового покрытия, (полосками) и дендридов.
- 25.02.2019
Добрый день, занимаемся блестящим хромированием цилиндрических втулок сталь 40хма. Измучились с дендридами и молочными полосами.Электролит стандартный,анод свенцовый. Все было хорошо до перепада температуры в цехе.Сейчас Cr6+ 167г/л Сr3+ 3,2 г/л,Подскажите в чем может быть причина переодического матового покрытия, (полосками) и дендридов.
- Отвечает специалист
Появление дендритов при нанесении любых типов покрытий практически всегда связано с завышенными значениями плотностей тока. Электролит хромирования очень чувствителен к перепаду температур, поэтому всегда ванна хромирования оснащается электрическими нагревателями температуры, позволяющие контролировать температуру раствора в пределах 1-2 °С. Появление матовых полос, также может быть связано с малым расстоянием между анодом и деталью, что приводит к локальному перегреву электролита и образованию матового покрытия. Для исключения это необходимо делать прокачку электролита через внутреннюю полость (в случае длинномерных деталей), или как минимум осуществлять покачивание деталей в ванне. Помимо вышесказанного, не исключено, что данные дефекты возникают по причине наличия различных примесей в электролите хромирования.
Добрый день! Можно ли использовать кислую обезжирку перед цинкованием?
- 10.01.2019
- Отвечает специалист
Использование раствора кислого обезжиривания возможно при:
- Использовании современных растворов кислого обезжиривания с современными ПАВ и ингибиторами коррозии (не дают детали сильно растравливаться);
- Если на детали нет тяжелых смазок, а присутствуют лишь следы минеральных масел из СОЖ и тд.
В любом случае перед внедрением данного процесса необходимо произвести испытания на тестовых деталях, и посмотреть на качество подготовки поверхности и качество покрытия.
После газовой карбонитрации часть деталей имеют бурый цвет по краям
- 09.01.2019
Добрый день! После газовой карбонитрации часть деталей имеют бурый цвет по краям. Используем карбамид марки Б, температура 580-600 градусов. Выдержка 3,5-4 часа. Подскажите, пожалуйста, как нам придать товарный вид этим деталям? Как избежать появления бурых пятен? Спасибо!
- Отвечает специалист
Ваш вопрос не имеет прямого отношения к сфере гальванохимической отрасли. Рекомендуем обратиться с данным вопросом в профильные научно-исследовательские институты, занимающиеся вопросами материаловедения, а также специализированные организации, имеющие практический опыт работы с данной технологией, например, ООО «НТУ «Карбаз»
Оцинкованные детали
- 26.12.2018
Здравствуйте помогите найти причину. Почему оцинкованные детали чернеет сверху хорошие, а в внутри чернеет, всё по технологии,чем опасен перебор носителя R и блеска R 2., Калий хлор, цинк хлор и борная кислота?
- Отвечает специалист
Исходя из Ваших данных, детали имеют сложный профиль. Одним из вариантов причины потемнения покрытия внутри (в углублениях) является загрязнение электролита примесями инородных металлов, которые в областях детали с низкой плотностью тока (углублении) осаждаются совместно с цинковым покрытием. Для определения влияния примесей на гальваническое покрытие рекомендуем осуществить пробное покрытие в ячейке Хулла и сравнить полученные результаты с хорошим электролитом.
Очистку электролита от примесей осуществляет следующими методами:
- Медь, никель, кадмий, свинец удаляют проработкой электролита с гофрированным катодом при низкой плотности тока (0,1-0,2А/дм2)
- Шестивалентный хром удаляют из электролита обработкой его небольшим количеством гидросульфита натрия (порядка 0,05 г/л) и последующей фильтрацией и проработкой электролита. Контроль проводят с помощью Хулл-теста.
- Железо. Удаление железа проводят в запасной емкости по следующей схеме:
- Подогревают электролит до 50°С;
- Поднимают значение рН до 6,0 добавлением гидроксида натрия (калия);
- Добавляют 2 мг/л 30% раствора перекиси водорода, перемешивают и выдерживают электролит в течении 30 минут;
- Через фильтр закачивают электролит в рабочую ванну, охлаждают до цеховой температуры;
- Понижают рН электролита до рабочих значений;
- Корректируют электролит блескообразующими добавками.
После обработки и корректировки, электролит контролируют на ячейке Хулла.
Другой причиной потемнения покрытия в углублениях может служить добавок, который может приводить к снижению рассеивающей и кроющей способности электролита. Концентрация блескообразующих добавок контролируется при помощи ячейки Хулла. Соотношение количества добавок при корректировке должно соответствовать рекомендациям поставщика. При корректировании электролита следует соблюдать установленную последовательность введения добавок. Увеличенная концентрация блескообразующих добавок приводит:
- Увеличению выноса дорогостоящих добавок из ванны деталями;
- Появление дефект в виде полосатого покрытия.
При корректировке ванны цианистого меднения, концентрация цианидов натрия и кальция не соответствует расчетной концентрации
- 20.12.2018
При корректировке ванны цианистого меднения, концентрация цианидов натрия и кальция не соответствует расчетной концентрации (получается в результате проведегтя анплизов меньше концентрация)в чеп модет быть причина?
- Отвечает специалист
Точного схождения результатов теоретических расчетов и химического анализа никогда не будет, ввиду, большого количества различных влияющих факторов.
При значительном не схождении результатов (более 5 г/л) причин может быть несколько:
1) Взятие пробы на анализ из одного места электролита. Пробу необходимо отбирать из нескольких мест ванны при тщательном перемешивании электролита.
2) Ошибка при выполнении химического анализа.
3) При теоретическом расчете концентраций в электролите не учитывается химическая реакция перехода цианистого натрия и меди в комплексное соединение и (или) концентрация цианистого натрия (меди) в исходном веществе, т.е. если предположить, что ванна цианистого меднения по химическому анализу имеет следующий состав:
CuCN – 55 г/л
NaCN(свободный) - 20 г/л
Объем ванны
Мы хотим довести концентрацию цианистой меди до 70 г/л, а цианистого натрия до 25 г/л
Для корректировки цианистой меди мы должны добавить 15 кг ((70 г/л -55 г/л) *
При добавлении цианистой меди происходит следующая химическая реакция:
СuCN + 2NaCN → Na2Cu(CN)3
Из реакции видно, что для получения комплексной соли необходимо израсходовать 98х15/89,6 =
Для доведения концентрации цианистого натрия в электролите до 25 г/л необходимо добавить
Общее необходимое количество цианистого натрия будет составлять
Согласно ГОСТ 10018-79 Медь цианистая - концентрация основного вещества составляет 98%, тогда для корректировки раствора необходимо добавить
Согласно ГОСТ 8464-79 Натрий цианистый - концентрация основного вещества составляет 88%, тогда для корректировки раствора необходимо добавить
Помимо всего скачанного можно добавить, что в ОСТ 107 460092.001-86 часть 2 осуществляется определение только свободного цианистого натрия объемным аргентометрическим методом. Определение циана в комплексе Na2Cu(CN)3 не производится.
Вопрос реконструкции производства
- 09.12.2018
Добрый день, я являюсь студентом 5 курса. Преддипломную практику проходил в цеху, производящем KOH и CL2 мембранным электролизом KCL. К- Сталь и Ni, А- ОРТА. Тема диплома ,,Реконструкция цеха,,. Т.к. цех запущен 2 года назад, нет идей, что там можно ,,реконструировать,,. Возможно ли здесь проконсультироваться с кем либо по вопросам реконструкции производства, расчетов, а также чертежей (в цеху нечего не выделили). P.S. Я не студент-разгильдяй, но все прошлые курсовые были связаны с гальванотехникой.
- Отвечает специалист
Учитывая специфику диплома можно рекомендовать следующее. Изучить последние российские и заграничные разработки в данной теме. Посмотреть современный рынок мембран для данного технологического процесса и сравнить мембраны, используемые на Вашем производстве. Посмотреть экономический эффект от применения современных разработок.
Можно посмотреть презентации немецкой фирмы ThyssenKrupp (Германия) либо аналогичных европейских компаний и сравнить их технологические решения, с применяемыми на Вашем производстве.
Усовершенствовать утилизацию отходов производства (повысить кпд производства, максимально снизить загрязнение окружающей среды (воздуха, воды, почвы)).
Возможно, сейчас на Вашем производстве есть какие-то узкие моменты (могут быть в обслуживании электролизеров, сроке работы мембран, энергозатратах и т.д.) попробовать в дипломе предложить решения данных проблем.
Так же можно сделать упор на безопасность труда. В дипломе описать производство с современными средствами автоматического анализа вредных веществ в рабочей зоне, оповещения, предотвращения аварийных ситуаций.
Как избавится от переизбытка блескообразующей добавки в щелочном электролите.
- 05.12.2018
Подскажите пожалуйста, как избавится от переизбытка блескообразующей добавки в щелочном электролите. Спасибо!
- Отвечает специалист
Устранение избытка блескообразователей в электролите рекомендуем осуществлять в следующем порядке:
1) Определение примерного избытка блескообразователей в электролите.
Для этого рекомендуем отобрать 1 литр электролита из рабочей ванны разбавить его на 10% и осуществить пробное покрытие в ячейке Хулла.
|
|
|
|
Результат теста никелевого электролита с содержанием основных компонентов и блескообразователей в пределах нормы. (3 А, 5 минут, без перемешивания) |
Результат теста никелевого электролита с избытком блескообразователей. (3 А, 5 минут, без перемешивания) |

Например, при тесте на ячейке Хулла никелевого электролита на избыток блескообразователей можно получить следующие результаты (рис. 1 и рис. 2).
При не удовлетворительных результатах полученных на ячейке необходимо еще больше разбавить электролит, но при этом необходимо следить, чтобы концентрация основных компонентов была в необходимых пределах.
2) Разбавление электролита в рабочей ванне водой согласно полученным результатам на ячейке Хулла.
Помимо метода разбавления электролита для уменьшения концентрации блескообразующих добавок можно также применить метод проработке электролита до получения качественного покрытия.
Однако, мы не рекомендуем применять данный метод, т.к. при проработке электролита расходуются все компоненты раствора, что экономически не целесообразно и приводит к дополнительным материальным затратам.
Есть проблема с ванной электролитического окрашивания в цвет золото.
- 22.11.2018
Есть проблема с ванной электролитического окрашивания в цвет золото. В ванне находится раствор с перманганатом калия и серной кислотой. Проблема заключается в том, что футеровка ванны периодически трескается и начинается течь раствора. Футеровка из химстойкого термопласта. Из какого материала следует сделать футеровку данной ванны чтобы уйти от данной проблемы?
- Отвечает специалист
Здравствуйте, Анжелика. Проблема с Вашей ванной в том, что перманганат - сильный окислитель и пластик ванны из-за воздействия окислителя разрушается. Если температура ванны ниже 50 градусов, можно работать с PVC, если нет локальных перегревов при нагреве. Формально PVC работает до 60 градусов, но на практике лучше при температурах, приближенных к пределу работоспособности материала его не использовать. Если температура выше - допускается только футеровка или ванна целиком из PVDF.
С уважением, администрация портала
Хромовая ванна изменила цвет с темнокоричневого на ярко свекольный цвет.
- 21.11.2018
Почему хромовая ванна изменила цвет с темнокоричневого на ярко свекольный цвет. Проверка в лаборатории ничего не нашла кроме самого хрома и растворенного свинца.
- Отвечает специалист
В химии любое изменение цвета раствора свидетельствует о появлении в растворе какого-то нового вещества. Если говорить про электролит хромирования, то можно предположить, что изменение цвета связано с недостатком или избытком соединений трехвалентного хрома в растворе.
Рекомендуем выполнить химический анализ электролита хромирования на содержание в растворе ионов трехвалентного хрома по ОСТ 107.460092.001-86 часть 2 приложение №48. Количество трехвалентного хрома в электролите должно быть порядка 1-2% от количества хромового ангидрида.
При недостатке ионов трехвалентного хрома наработка осуществляется путем проработки электролита хромирования при температуре 45-50°С, плотности тока 10-15 А/дм2 и соотношением катодной площади к анодной 4:1 – 6:1.
При избытке ионов трехвалентного хрома необходимо произвести проработку электролита при соотношении площадей анода к катоду 10:1, напряжении 6 В и температуре 55°С. При такой проработке в течение 24 часов можно снизить концентрацию ионов трехвалентного хрома с 8 г/л до следовых количеств. Для большей эффективности процесса необходимо осуществлять интенсивное перемешивание электролита.
Какие есть основные отличия между покрытием Хим.Окс.прп (помещение детали после оксидирования в эмульсию) и Хим.Окс.прм.
- 19.11.2018
Какие есть основные отличия между покрытием Хим.Окс.прп (помещение детали после оксидирования в эмульсию) и Хим.Окс.прм. (помещение в масло) для стальной детали - цвет, стойкость покрытия, антикоррозийные свойства.
- Отвечает специалист
Цвет покрытия химического оксидирования стали черный с различным оттенком (светло или темно коричневым, серым или синим) в зависимости от марки стали. После промасливания оттенок покрытия может незначительно измениться. Если дополнительную обработку производить с помощью эмульсии, то цвет будет зависеть от типа применяемой эмульсии.
На стойкость и антикоррозионные свойства способ финишной обработки существенного влияния не оказывает.
Как избежать образование «усов»?
- 14.11.2018
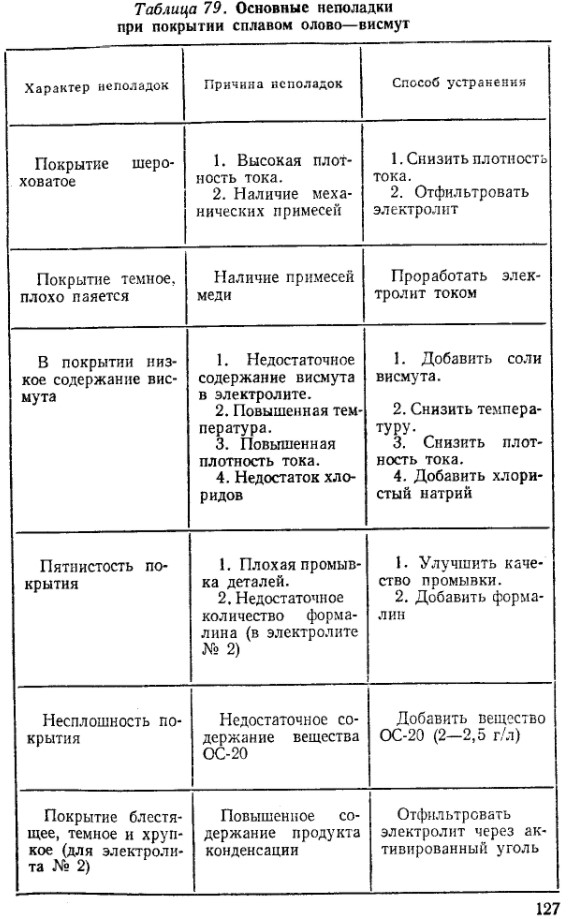
Добрый день! У нас на покрытии олово-висмут (подслой никель-медь) со временем образуются "усы". Промежуток образования разный -от нескольких недель до несколько месяцев. Как избежать образование "усов"? Спасибо!
- Отвечает специалист
Явление образования на покрытия нитевидных кристаллов встречается достаточно часто.
Появление и рост нитевидных кристаллов вызывается внутренними напряжениями покрытия, под действием которых металл стремиться перейти в устойчивое состояние с наименьшим количеством свободной энергии, формируя монокристаллы нитевидной формы. Скорость роста кристаллов колеблется от 0,001 до 0,38 нм/с.
Рост нитевидных кристаллов может быть значительно замедлен или практически полностью предотвращен в результате термообработки покрытия при температуре 150-200 °С в течение 1-9 часов. При нагреве происходит спад внутренних напряжений. Эффективность термообработки повышается с увеличением температуры и продолжительностью нагрева. Установлено, что выдержка образцов при температуре 180 °С в течение 9 часов подавляет образование нитевидных кристаллов на оловянном покрытии.
С увеличен плотности тока скорость образования осадка увеличивается. Подскажите пожалуйста с чем это может быть связано?
- 02.11.2018
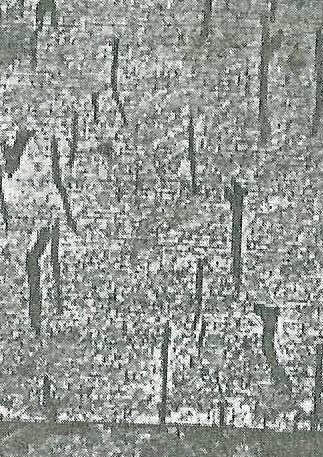
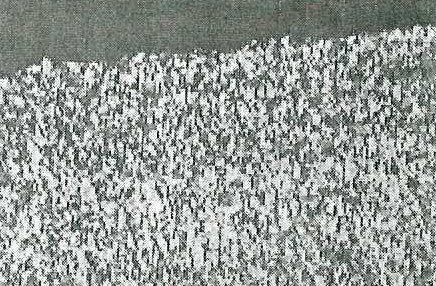
Добрый день. Была приготовлена ванна покрытия Олово-Висмут Следующего состава – олово сернокислое 80 g/l; – кислота серная 100 g/l; – висмут сернокислый 1,5 g/l; – натрий хлористый 0,7 g/l; – клей столярный 0,2 g/l; – эмульгатор ОП-10 5 g/l. i 0.8-1.5 A/Dm2 При процессе проработки на поверхности деталей образуются игловидные образования тёмного цвета. С увеличен плотности тока скорость образования осадка увеличивается. Подскажите пожалуйста с чем это может быть связано?
- Отвечает специалист
Для получения качественных мелкокристаллических покрытий сплавом олово-висмут в электролите должно присутствовать поверхностно-активные вещества. При недостаточной концентрации ПАВов покрытие образуется крупнокристаллическое, шероховатое.
Рекомендуем в лабораторных условиях добавить небольшое количество ПАВов и нанести покрытие на опытную деталь и пластинку. Для анализа ванны оловянирования также можно использовать ячейку Хулла, которая позволит получить распределение качества покрытия в зависимости от плотности тока.
Вопрос цинкования втулок которые в дальнейшем развальцуются (втулки ОСТ 4Г 0.822.003 материал ст20)
- 24.10.2018
Здравствуйте, помогите пожалуйста в вопросе цинкования втулок которые в дальнейшем развальцуются (втулки ОСТ 4Г 0.822.003 материал ст20). У нас нет своей гальваники. А после цинкования втулки приходят к нам (бывает и через несколько суток), нужно нам их сушить- обезводораживать? или этот процесс входит в гальваническую операцию? подскажете норматив какой, где посмотреть когда делаться обезводораживание, когда нет необходимости
- Отвечает специалист
Проблема наводороживания наиболее сильно проявляется при цинковании высокопрочных и закаленных сталей, применяемых для изготовления ответственных и высоконагруженных деталей, от которых требуется максимальная надежность в эксплуатации. Наводороживание малоуглеродистых сталей, к которым относится и сталь20 к охрупчиванию не приводит.
Для устранения водородной хрупкости детали после электролитического цинкования подвергаются термическому обезводороживанию. Согласно нормативным документам (ОСТ 107.460092.001-86 Покрытия металлические и неметаллические неорганические) обезводороживание производится для пружин и деталей которые после нанесения покрытия подвергаются механическим деформациям: развальцовке, растяжению, изгибу и др. Обезводороживание должно выполняться в течении первых 30 минут после цинкования, так как со временем происходит частичное диффузионное перераспределение водорода из покрытия в стальную основу и извлечь его уже будет не возможно.
Обезводороживание необходимо производить согласно ГОСТ 9.305 (Карта 84).
Какая пассивация цинкового покрытия более коррозионностойкая, хроматная или хромИтная?
- 23.10.2018
Здравствуйте, подскажите, какая пассивация цинкового покрытия более коррозионностойкая, хроматная или хромИтная? Что сделать чтобы хромИтная пассивация выдерживала около 200 часов в камере солевого тумана?
- Отвечает специалист
На сегодняшнее время все больше предприятий переходит на хромитную пассивацию и этому есть много причины:
- отсутствие в составе раствора соединений шестивалентного хрома, что упрощает очистку (обезвреживание) сточных вод;
- отсутствие потери коррозионной стойкости при термообработке.
К сожалению, есть и недостатки хромитных покрытий. К существенному недостатку следует отнести отсутствие эффекта «самозалечивания». Именно поэтому на цинковых покрытиях трехвалентными пленками гораздо быстрее проявляется «белая коррозия» цинка. Уязвимыми местами для появления первых очагов коррозии цинка являются острые кромки, резьбы, щелевые зазоры у деталей и др.
Для улучшения коррозионной стойкости покрытия применяют дополнительную защиту хромитных пленок в виде органических или неорганических тонких пленок («top-coat») или уплотняющих составов («sealer»), которые наносятся как финишное покрытие.
Коррозионная стойкость цинкового покрытия с хромитной пассивацией и дополнительной обработкой может достигать 1000 часов до «красной коррозии» в камере соляного тумана.
Подскажите пожалуйста, для какого процесса предназначена гальваническая линия МЛГ-368
- 17.10.2018
- Отвечает специалист
Механизированная гальваническая линия МЛГ-368 (обозначение производителя Тагат, г. Тамбов) предназначена для цинкования и кадмирования деталей в барабанах и на подвесках.
Линия работает по шести процессам попеременно: 1 – цинкование на подвесках с последующим осветлением-хроматированием ; 2 – цинкование в барабанах с последующим осветлением-хроматированием; 3 – цинкование в барабанах с последующим фосфатированием; 4 – кадмирование на подвесках с последующим осветлением-хроматированием; 5 – кадмирование в барабанах с последующим с последующим осветлением-хроматированием; 6 – кадмирование в барабанах с последующим фосфатированием.
Какие действия нужно предпринимать для восстановления правильной работы универсальной ванны хромирования после некорректной эксплуатации?
- 12.10.2018
- Отвечает специалист
В первую очередь следует проверить по графику содержание хромового ангидрида в электролите в зависимости от его плотности и провести корректировку, ориентируясь на полученный результат.
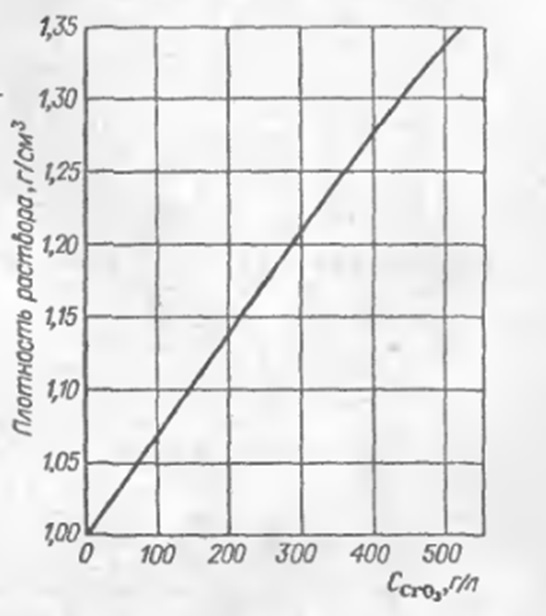
Рисунок 1 – Зависимость концентрации хромового ангидрида от плотности электролита при 15оС
В случае избытка серной кислоты, ее осаждают введением углекислого бария.
При наличии в электролите хромирования примесей других металлов используют электрохимические методы регенерации электролита.
Прутья становятся матовыми. Скажите, пожалуйста, это брак?
- 11.10.2018
Добрый день!!! К Вам огромная просьба!!! Будьте добры, подскажите, пожалуйста!!!! Вопрос у меня по поводу купленной в зоомагазине клетки для птиц с оцинкованным покрытием (итальянской фирмы "FOP"). Прутья клетки блестящие, но покрыты острыми заусенцами,зазубринами, которые с усилием, но отдираются губкой для мытья посуды, образивной частью. Но!!!! Прутья становятся матовыми. Скажите, пожалуйста, это брак? Подскажите - не поврежу ли я цинковое покрытие и не заржавеет ли клетка??? И чем, если будет необходимо, можно удалить эти зусенцв? Попугай может их съесть!!! (Пока есть возможность клетку вернуть в магазин.) Очень надеюсь, что я попала "по адресу" и Вы мне ответите. Заранее спасибо.
- Отвечает специалист
В данном случае цинковое покрытие выполняет две функции защитную и декоративную. Поверхность цинкового покрытия должна быть однородной без механических включений (заусенцев). Образование заусенцев произошло вследствие нанесения цинкового покрытия из электролита, загрязненного механическими примесями. Данный дефект является браком, и, обычно такие детали направляются на перепокрытие.
Механическое удаление заусенцев (например, губкой или мелкозернистой наждачной бумагой) приведет к оголению металла (частичному, а местами возможно и полному удалению цинковому покрытия), но при использовании клетки в сухом помещении, коррозия (ржавчина) образовываться не будет.
Почему каждый раз нужно менять электролит химического никелирования?
- 11.10.2018
Здравствуйте! Почему каждый раз нужно менять электролит химического никелирования? Детали дешёвые, а сам электролит дорогой, и получается, его просто смываем в канализацию! Возможно есть другие методы или нет? Состав электролита: никель сернокислый- 25г/л, гипофосфит натрия - 25г/л, натрий уксуснокислый - 15г/л, уксусная кислота - 20мл/л.
- Отвечает специалист
В процессе химического никелирования состав раствора все время меняется: уменьшается количество гипофосфита и увеличивается содержание фосфитов, что оказывает отрицательное действие на работоспособность и стабильность раствора, а также влияет на содержание фосфора в покрытии. При достижении определенной концентрации фосфитов никеля происходит выпадение в осадок фосфитов никеля, что делает раствор непригодным к дальнейшему использованию.
Современные электролиты никелирования в своем составе содержат комплексообразователь, который замедляет выпадения фосфитов никеля и увеличивает срок службы электролита. В частности, основные преимущества электролита НСА-10 (разработчик состава – КБ Химникель) над составом, рекомендуемом ГОСТ 9.305-84:
- раствор не разлагается при перегреве;
- возможность многократной корректировки;
- осаждение из 1 литра раствора до 30 г никеля;
- скорость осаждения никеля 20-30 мкм/час;
- стоимость покрытия на 40-60% ниже, чем из растворов по ГОСТ.
Помимо составов, работающих более длительное время, существуют методы регенерации растворов химического никелирования, а именно, удаление, фосфитов. Один из способов удаления фосфитов основан на том, что при активном взаимодействии фосфита натрия с хлорным железом образуется нерастворимое в холодной воде комплексное соединение [Na2Fe(OH)·(HPO3)2 ]·20H2O, которое удаляется из раствора фильтрацией.
Второй способ основан на удалении фосфит ионов в виде малорастворимого фосфита кальция. Для этого в раствор вводят гидроксид кальция.
Осаждение происходит по реакции:
2NaH2PO3 + Ca(OH)2 → Ca(H2PO3)2↓ + 2NaOH
Существуют и другие способы регенерации раствора химического никелирования.
С чем может быть связана проблема с снижением концентрации хрома в ванне?
- 10.10.2018
- Отвечает специалист
Процесс хромирования в отличие от других процессов (никелирование, меднение, цинкование) осуществляется с нерастворимыми анодами. В процессе нанесения покрытия ионы хрома из раствора восстанавливаются на поверхности детали, а восполнение раствора ионами хрома с анодов не происходит и как следствие концентрация хрома в ванне постепенна уменьшается. Корректировка концентрации ионов шестивалентного хрома осуществляется по результатам химического анализа на содержание хромового ангидрида в электролите путем его периодического добавления по мере истощения электролита.
Аноды в ванне электрохимполирования покрылись коркой.
- 03.10.2018
Подскажите пожалуйста что делать, аноды в ванне электрохимполирования покрылись коркой. Почему покрылись и как их очистить?
- Отвечает специалист
Из данного вопроса к сожалению непонятно какой обрабатывается материал (углеродистая сталь, нержавеющая сталь, медь), при каких параметрах процесса (температура, параметры тока) происходит обработка и, соответственно, выявляется данная проблема, какой состав технологического раствора и материал катодов применяется.
К особенности анодных процессов при электрохимическом полировании относится пассивность металлов, при которой резко падает скорость анодного растворения металла, несмотря на увеличение анодной поляризации. Как видно из рисунка 1, при увеличении анодной поляризации растет плотность анодного тока. При некоторой поляризации потенциал анода становится равным потенциалу пассивации, после этого анодный ток начинает резко уменьшаться до минимального значения.
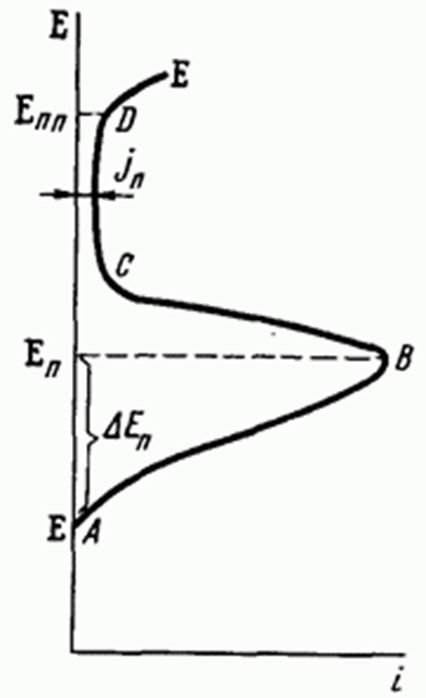
Рисунок 1 – Анодная поляризационная кривая при пассивации металла
Скорость анодного процесса начинает снова возрастать лишь после достижения потенциала, при котором начинается новый процесс, например выделение кислорода. Причиной пассивности металлов, вероятнее всего, является образование оксидных пленок на поверхности металла. Из-за наличия оксидной пленки растворение металла тормозится. Для предотвращения пассивации металла процесс необходимо вести в активной области, т. е. снижать анодную поляризацию.
Почему после хрома остаются пятна, или как б прогорает!? Приходиться делать снятие до никеля и всё заново делать?
- 27.09.2018
- Отвечает специалист
Добрый день Андрей! Дать однозначный ответ на Ваш вопрос затруднительно, поскольку исходных данных не так много. Нужно понимание, что за деталь (по габаритным размерам) Вы обрабатываете, параметры электролита, параметры тока, где образуются подгары (с краю и по всей площади детали), какое межэлектродное расстояние? Из предоставленных данных можно сказать, что есть вероятность:
- не соблюдения расстояние между анодом и покрываемой деталью.
- завышения плотности тока;
- неоптимальной концентрации серной кислоты в электролите;
- несоблюдения температурного режима.
Темные осадки так же могут получаться при присутствии в электролите ионов NO3-. Для решения данной проблемы необходимо удалить нитраты из электролита проработкой током 20-30 А/дм2 с соотношением площадей анода к катоду 4:1
Нет соединения с алмазами. электролит NiSO4 200-250, Nicl 30-35 H3BO3 и блескообразующие добавки, ph 4,8.
- 26.09.2018
Здравствуйте,у нас проблема, нет соединения с алмазами. электролит NiSO4 200-250, Nicl 30-35 H3BO3 и блескообразующие добавки, ph 4,8. Электролит новый, покрытие никелем идеальное, блеск хороший, а вот алмазы не садятся вообще, пробовали и увеличить аноды и ток. не чего не получается.
- Отвечает специалист
Добрый день Анна! В электролитах с применением алмазов очень важно соблюдать параметры и условия работы электролита. Частицы алмазов очень склонны к агломерации (скоплению и укрупнению частиц), и в виде образующейся суспензии не устойчивы в электролитах, поэтому очень важно перемешивание электролита. При образовании агломератов и фильтрации электролита есть вероятность того, что алмазы постепенно отфильтровываются из электролита. Одно из решений данного вопроса попробовать предотвратить образования агломератов либо разбить существующие путем установки ультразвуковых модулей в ванну покрытия. Для более детального рассмотрения вопроса необходима информация:
- какая концентрация алмазов используется в растворе;
- какая модификация алмазов используется в растворе (шихта или ДНА);
- каким образом происходит анализ на присутствие алмазов в покрытии.
Есть ли возможность покрыть алюминиевые изделия в хром, никель?
- 24.09.2018
Доброго дня! Подскажите, есть ли возможность покрыть алюминиевые изделия в хром, никель? Интересует декорирование близкое к эффекту зеркала. Сплав алюминия 6060т.
- Отвечает специалист
Возможность нанесения никелевого или хромового покрытия на алюминиевые детали однозначно есть. Но важно уделить особое внимание подготовке детали, так как из-за высокого сродства алюминия к кислороду поверхность этого металла всегда покрыта оксидной пленкой.
После операций механической подготовки, химического обезжиривания травления необходимо предусматривать обязательно цинкатную обработку.
После проведения вышеуказанных подготовительных операций можно проводить процессы никелирования и хромирования поверхности алюминия. Составы растворов и режимы обработки указаны в ГОСТе 9.305-84 Карты 11,16,22. При необходимости возможно использование иных химических композиций для вышеуказанных покрытий, в том числе и зарубежных поставщиков, например, GalvanoMondo.
Приготовление пирофосфатного электролита предполагает осаждение и декантацию пирофосфата меди. Как правильно приготовить такой электролит?
- 20.09.2018
Приготовление пирофосфатного электролита предполагает осаждение и декантацию пирофосфата меди. http://ru-patent.info/20/90-94/2094543.html
Пример 1. Для приготовления 1 л электролита 83 г меди сернокислой растворяли в воде при температуре 60oC. К раствору добавляли 64 г калия пирофосфорнокислого, необходимого для осаждения пирофосфата меди. Полученный осадок отмывали от сульфат-ионов водой, нагретой до 60oC, при перемешивании. После промывки смесь выдерживали без перемешивания 4 ч до полного осаждения пирофосфата меди, затем воду сливали с осадка декантацией. Здесь всё без проблем. Получили около 200 мл суспензии.
Но возникла пробема в растворении второй порции пирофосфата. Оставшееся количество калия пирофосфорнокислого, равное 311 г, растворяли в отдельном количестве воды при комнатной температуре и приливали к осадку пирофосфата меди при перемешивании до полного растворения осадка.
Боз нагрева - получили двохфазную систему: соль-раствор. При нагревании он растворяется, но после комплексообразования с пирофосфатом меди кристализуется соль, по всей видимости пирофосфат калия.
Как правильно приготовить такой электролит?
- Отвечает специалист
Первую часть приготовления электролита пирофосфатного меднения с получением пирофосфата меди Вы делали правильно.
Химическая реакция этого процесса следующая:
2CuSO4 + K4P2O7 → Cu2P2O7 + 2H2SO4
Для получения пирофосфатного комплекса меди K6[Cu(P2O7)2] необходимо пирофосфат меди добавлять в раствор пирофосфата калия при перемешивании, а не наоборот!
Пирофосфат меди растворяется в избытке пирофосфата калия по реакции:
Cu2P2O7 + 3K4P2O7 → 2K6[Cu(P2O7)2]
В результате образуется темно-синий раствор пирофосфатного комплекса меди.
При фосфатировании стали плохое покрытие
- 20.09.2018
Здравствуйте! Подскажите пожалуйста, почему при фосфатировании стали (муфта НКТ) с хим. составом С-0.405%, Si-0.419%, Mn-0.803%, Cr-0.120%, V-0.002, Mo-0.015%, P-0.009%, S-0.007% (группа прочности Д) раствором "ЭКОМЕТ-Ф24" плохое покрытие (толщина покрытия 2-5мкм); быстро покрывается коррозией. А если марка стали 38Г2СФ покрытие хорошее 13-18мкм
- Отвечает специалист
Добрый день Вера. Заданный вопрос необходимо адресовать непосредственно производителю данного химического продукта, поскольку только он, зная точный количественный и качественный состав композиции, может дать рекомендации (режимы) по проведению технологического процесса для того или иного типа материала, в том числе и рекомендовать подготовку изделия к покрытию.
Чем принципиально отличается оцинкованная и латунированная проволока, если она используется как корд в изделии?
- 20.09.2018
Здравствуйте. В силу специфики производства (изготовление рукава высокого давления) используем стальную латунированную проволоку. Но ее сложно найти нужного нам диаметра(1,4-1,8мм). При этом есть возможность купить оцинкованную проволоку нужных диаметров. Вопрос: чем принципиально отличается оцинкованная и латунированная проволока, если она используется как корд в изделии?
- Отвечает специалист
Согласно нормативной документации на изготовления рукавов высокого давления применяет как стальной корд, так и латунированный. При применении латунировано в маркировке рукава ставят букву «Л».
Нанесение латунного покрытия на металлический корд придает рукаву высокого давления определенные эксплуатационные свойства. Латунированное покрытие увеличивает адгезию резины к металлокорду в результате реакции между латунным покрытием и составляющими резиновой смеси, особенно серосодержащих компонентов и «свободной» серы компаунда. Образование сульфидов меди Сu2-xS является одной из основных реакций. Поэтому применение оцинкованного корда не даст увеличение адгезии резины к корду.
Можно ли применять барботаж в ванне травления (соляная кислота и ингибитор) или нет?
- 12.09.2018
Добрый день! На предприятии возник спорный вопрос: можно ли применять барботаж в ванне травления (соляная кислота и ингибитор) или нет? Травление стали перед цинкованием
- Отвечает специалист
Добрый день, Алексей! Барботаж в ванне травления в большинстве своём рекомендуется применять только в случае приготовления раствора травления либо его корректировки. Непосредственно при обработке деталей в ванне травления барботаж применять не рекомендуется во избежание дополнительного окисления (растравливания) поверхности обрабатываемой детали кислородом воздуха. Однако, надо учитывать фактическое состояние поверхности деталей, в частности, наличие на ней окалины.
Часто при определении содержания борной получаем противоречивые данные.
- 12.09.2018
Добрый день. Я работаю в химической лаборатории на заводе. Мне необходимо каждый день проводить анализ электролитов ванн никелирования. Делать корректировку ванн мне по должностной инструкции не надо, но я лично хочу понять специфику процесса электрохимического никелирования. Состав ванны: сульфат никеля- 345 - 355 г/л борная кислота - 30-40 хлорид натрия - 10-11 г/л Часто при определении содержания борной получаем противоречивые данные. В один день на титрование может уйти 5,7 мл гидроксида натрия, в другой уже 6,4. В следующие дни динамика может поменяться на противоположную. С чем могут быть связаны данные скачки, если гальванисты утверждают, что кроме фторида натрия ничего в ванны не добавляли. Может ли это быть связано с тем, что сульфат никеля имеет кислую реакцию, и может негативно влиять на результат титрования борной кислоты гидроксидом при индикаторе фенолфталеин? Еще одна проблема - на деталях появился черный налет. Я знаю, что это может быть связано с загрязнением ванны катионами цинка или меди. А откуда в ванну могли попасть эти катионы? Скажите, пожалуйста, если из соли сульфата никеля, никель выделяется на катоде, что происходит с анионом соли? Заранее спасибо за ответ
- Отвечает специалист
Начнем со скачков количества титрующего компонента при определении борной кислоты. Борная кислота является слабой кислотой и ее количественное определение путем титрования щелочью затруднено в связи с тем, что точка эквивалентности наступает при рН 11. В этой области рН трудно найти индикатор, который дал бы резкий переход окраски. С другой стороны, при действии щелочи на борную кислоту образуются соли не ортоборной кислоты НзВО3, как это следовало бы ожидать, а соли тетраборной кислоты Н2B4O7, и в конечном счете, соли метаборной кислоты НВО2. Поэтому если титровать борную кислоту гидроксидом натрия, то образующаяся при этом соль метаборной кислоты подвергается гидролизу. В результате щелочная реакция раствора наступает значительно ранее достижения эквивалентной точки. Вследствие этих причин непосредственное титрование борной кислоты гидроксидом натрия с необходимой точностью почти невозможно. Чтобы усилить кислотные свойства борной кислоты, используют ее способность реагировать с многоатомными спиртами или сахарами (глицерин, маннит, сорбит и др.) с образованием комплексных соединений с более сильными кислотными свойствами, чем сама борная кислота. Эти соединения можно с необходимой точностью титровать гидроксидом натрия в присутствии фенолфталеина.
Черный налет говорит о наличии в ванне загрязнений (посторонних ионов), что подтверждает слова сказанные Вами выше. К потемнению никелевого покрытия приводит попадание в раствор никелирования ионов цинка и меди, и совместного их осаждения на детали при осаждении никеля. К сожалению, в вопросе не указано детали из какого материала никелируются, и есть ли на них подслой меди.
Небольшое количество загрязнителей может попадать в электролит:
- с применяемыми химикатами;
- некачественной водой при приготовлении и корректировании электролита;
- использование низкосортного анодного материала;
Медь так же может попадать в электролит при неаккуратной чистке анодных и катодных штанг, а так же при чистке контактных поверхностей опор-ловителей. Цинк попадает в электролит при падении на дно ванны латунных деталей или как было сказано выше из некачественных химикатов.
Для устранения черного налета необходимо проработать электролит на гофрированном катоде при низких плотностях тока. Для этого производят подкисления электролита до рН 3 – производится для того, чтобы в процессе селективной очистки выход по току никеля на гофрированном катоде был как можно ниже (снижение потерь никеля). Плотность тока при проработке на гофрированном катоде, как правило, не превышает 0,1-0,2 А/дм2. На выступающих частях катода (ближних к аноду) плотность тока будет наибольшей и здесь может быть достигнут потенциал выделения указанных выше примесей. Во впадинах плотность тока минимальна – там возможно восстановление ионов меди. Первоначально на гофрированном катоде осадок имеет грязно-серый цвет. По мере очистки – осадок светлеет. Процесс очистки необходимо проводить до получения светлого осадка по всей поверхности гофрированного катода. После окончания селективной очистки необходимо довести все показатели электролита (рН, количество блескообразующих добавок) до нормы.
Касаемо сульфат-анионов: анионы в растворе гидролизуются с участием ионов водорода, и образуют серную кислоту.
Есть ли необходимость составления графика контроля, если есть то как его сделать на что опираться в первую очередь?
- 04.09.2018
Здравствуйте! У меня вопрос по химическому контролю состава гальванических ванн. Есть ли необходимость составления графика контроля, если есть то как его сделать на что опираться в первую очередь? Заранее спасибо!
- Отвечает специалист
Добрый день, Роман! Химический контроль ванн должен производиться согласно графика работы гальванического производства и используемых технологических процессов, поскольку:
1) Накапливаемые в составе электролитов примеси могут оказывать отрицательное влияние на качество наносимых покрытий.
2) Необходимо поддерживать концентрации основных компонентов для обеспечения работоспособности растворов и электролитов.
Составление графика контроля химического состава ванн является ответственностью технолога гальванического производства, частота контроля и перечень контролируемых показателей определяется нормативной документацией на технологические процессы, в частности, например, ОСТ 107.460092.001-86.
Каким образом можно определить ионы никеля в процессе анодирования алюминия? Желательно методику.
- 15.08.2018
- Отвечает специалист
Людмила, добрый день. Откуда возможно появление никеля в растворе анодирования алюминия? Даже если он заносится в ванну (мероприятия для исключения его попадания необходимо конечно принять) навредит он лишь в том случае, если покрытие ведется на переменном токе, либо накопится в таком количестве, что начнет включаться в анодную пленку (при этом изменится внешний вид анодной пленки). Определить количество никеля в растворе возможно по методике ПНД Ф 14.1.46-96. Суть метода заключается в том, что никель образует с веществом комплексное окрашенное соединение, которое определяется фотометрически при длине волны 445нм. В зависимости от количества никеля в растворе, возможно, придется разбавлять исследуемый раствор в несколько раз, так как диапазон измерений данного метода достаточно узкий.
Интересует технология анодирования литьевых сплавов с повышенным содержанием кремния
- 30.07.2018
Интересует технология анодирования литьевых сплавов с повышенным содержанием кремния (>8 ), по стандартной технологии анодирования в серной кислоте ( 180-200 г/л),плотностью тока выставляли от 1 до 2,5 А/дм2 (DC, Impuls), температруой от 7 до 20 С, получается нарастить максимум 5 мкм.
- Отвечает специалист
Сернокислый электролит анодирования позволяет анодировать большинство сплавов алюминия. Сплавы с высоким содержанием кремния рекомендуется анодировать при повышенной плотности тока 2 А/дм2, напряжением на клеммах ванны до 28 В.
Для получения толстых покрытий необходимо повышать напряжение до 90 В и уменьшать температуры электролита до 0-(-7).
Какой нужен состав раствора для нанесения бронзы на чугун и закаленные стали ???
- 19.07.2018
- Отвечает специалист
Бронзу наносят двух типов:
- Желтая бронза. Сплав, содержащий 20% олова. Применяется для защиты стальных изделий, работающих в холодной или кипящей воде.
- Белая бронза. Сплав, содержащий 40% олова. Применяется для декоративных целей.
Для защиты стали от азотирования и горячей воды бронзовые покрытия наносят из электролита:
- SnCl4 ·5H2O - 100-120 г/л
- СuCl – 30-40 г/л
- K4Fe(CN)6 – 180-200 г/л
- K2CO3 – 20-25 г/л
- NaOH – 15-20 г/л
Температура электролита 50-60°С , Плотность тока 0,5-1,0 А/дм2, аноды бронзовые 10-15% олова,
Получаемые покрытия содержат 12-20% олова.
Перед нанесением покрытия необходимо произвести подготовку поверхности (обезжиривание, травление).
Интересует технология анодирования литьевых сплавов с повышенным содержанием кремния
- 16.07.2018
Интересует технология анодирования литьевых сплавов с повышенным содержанием кремния (>8 ), по стандартной технологии анодирования в серной кислоте ( 180-200 г/л),плотностью тока выставляли от 1 до 2,5 А/дм2 (DC, Impuls), температурой от 7 до 20 С, получается нарастить максимум 5 мкм.
- Отвечает специалист
Сплав, который вы используете, высок по содержанию Si. Кремний не растворим в алюминиевой матрице и не анодируется. Таким образом, при использовании сплавов с высоким содержанием кремния (обычно выше 7 или 8% кремния) анодирование может привести к коричневато-серому или черному, иногда «сажному» появлению. Это зависит как от химического состава сплава, так и от качества литья под давлением. В некоторых случаях анодное покрытие может быть не плотным или непрерывным и, следовательно, может привести к неудачным испытаниям в камере солевого тумана.
Добавление кремния улучшает характеристики литья сплава, но к сожалению, это вредит анодированию.
Нет ничего плохого в вашем процессе анодирования. Вы можете получить несколько лучшие результаты, если используете более высокую температуру ванны анодирования. Попробуйте использовать 22-24 °C. Вы.
Этот процесс представляет собой:
- 1) Подготовка поверхности – дробеструйная обработка или NaOH 20% -> Промывка -> Промывка -> HNO3 50% -> Промывка -> смесь HNO3 + HF -> Промывка -> Анодирование -> Промывка -> Промывка DI -> Сушка
- 2) Промывка
- 3) Промывка
- 4) Анодирование напряжение - 10-11 В тока в течение 20 мин при 200 г / л серной кислоты и температуре 20-24 °С
- 5) Промывка
- 6) Промывка DI воде
- 7) Сушка
Какими способами можно определить наличие и равномерность пассивной пленки на луженых стальных деталях
- 12.07.2018
Здравствуйте! Подскажите, пожалуйста, какими способами можно определить наличие и равномерность пассивной пленки на луженых стальных деталях. Состав раствора пассивирования: Калия бихромат технический ГОСТ 2652-78 концентрация 50-100 г/л; Температура раствора 80-85 оС; Время выдержки 5-20 мин.
- Отвечает специалист
Пассивирование олова в растворе бихромата калия (натрия) приводит к образования на поверхности олова хроматного покрытия, состоящего из Сr0, Cr2O3 и следов Сr6+. Толщина такого покрытия порядка 10 нанометров.
Наличие и качество хроматной пленки можно определить спектрофотометрический метод.
Спектрофотометрический метод основан на определении хрома в кислом растворе с использованием дифенилкарбазида.
Конверсионное хроматное покрытие с поверхности детали, известной площади удаляют в два этапа.
- 1-й этап растворение гидроксидов хрома в кипящем растворе 1н. гидроксида натрия.
- 2-й этап растворение оксидов хрома в кипящем растворе 25% серной кислоты.
Полученные растворы аккуратно сливают вместе. Имеющийся хром в растворе окисляют с использованием перманганата калия при кипячении. Избыток перманганата калия будет мешать фотометрическому определению хрома, поэтому его удаляют добавлением к раствору соляной кислоты. После этого осуществляют фотометрический анализ на содержание хрома в растворе. Полученное количество хрома делят на площадь поверхности детали. Значение отношение количества хрома к площади поверхности должно быть не менее 4 мг/м2.
Есть ли преимущества хромитной пассивной пленки перед естественной пассивной пленкой на цинковом покрытии
- 05.07.2018
Здравствуйте! Скажите, пожалуйста, есть ли преимущества хромитной пассивной пленки перед естественной пассивной пленкой на цинковом покрытии, так называемой, «цинковой патиной»
- Отвечает специалист
Здравствуйте, Максим! Отвечаем на ваш вопрос:
Продукты коррозии цинка образуют на поверхности цинкового покрытия и образуют своего рода дополнительное защитное покрытие. Часто это покрытие называют «цинковая патина». Цинковая патина действует как дополнительный барьер между сталью и внешней средой.
Основным недостатком «цинковой патины» является внешний вид детали после начала коррозии цинка (белая коррозия)
Для предохранения от коррозии, а также улучшения и сохранения внешнего вида цинковые покрытия сразу после их нанесения подвергают дополнительной химической обработке в пассивирующих растворах.
Совокупное действие обоих факторов – барьерного эффекта пленки и ингибирующего действия хромитов показывают, что, в отличии от цинка без пассивной пленки, на обработанной поверхности катодные участки уже блокированы комплексами Cr(III).
Основным недостатком хромитной пленки является отсутствие эффекта самозалечивания, поэтому на деталях с острыми кромками, резьбой и т.д гораздо быстрее проявляется «белая коррозия».
Образуется черный мажущий налет.
- 05.07.2018
Здравствуйте, подскажите, почему на сварочной проволоке из меди МНЖКТ купленной по ГОСТ 16130-90 после травления в растворе кислота серная 10-50 г/л; ангидрид хромовый 50-100 г/л при температуре 20гр. Образуется черный мажущий налет.
- Отвечает специалист
В состав проволоки МНЖКТ кроме меди входит ряд легирующих добавок, таких как Ni-Co, Pb, Fe, Ti, Zn. При травлении основного компонента (меди) происходит травление и легирующих добавок, которые могут вызвать появление мажущего налета.
Решение данной проблемы – необходимо подобрать травящий состав именно для данного вида проволоки.
Так же из вопроса не совсем понятно проходит ли проволока этап обезжиривания, т.к. на поверхности проволоки могут быть консервационные составы, которые в ванне травления так же могут дать мажущий налеты.
Нужен электролит холодного, кислого, электрохимического цинкования по меди
- 28.06.2018
Здравствуйте, мне нужен электролит холодного, кислого, электрохимического цинкования по меди. Он будет использоваться для увеличения толщины медной гальванопластики после формирования тонкого медного слоя (50-100мкм). Толщина цинкового покрытия до 1 мм. Блеск значения не имеет
- Отвечает специалист
Заявленная толщина в 1мм (1000мкм) цинкового покрытия из кислого электролита недостижима в связи с неравномерное распределение тока и металла на сложно профилированных изделиях. В результате этого явления толщина покрытия на выступах и других участках с повышенной плотностью тока значительно больше, чем в углублениях.
При наращивании толщины более 50мкм в кислых электролитах на поверхности детали наблюдается образование дендритов. Так же при увеличении толщины свыше 30мкм данное покрытие становится экономически невыгодным (время нанесения, энергозатраты и т.д.).
Толстые слои цинка, возможно, получить при помощи метода горячего цинкования, но даже там толщина покрытия составляет 300-400мкм.
Чем можно снять эмаль с детали, покрытой кадмием?
- 25.06.2018
Добрый день! Подскажите, пожалуйста, чем можно снять эмаль с детали, покрытой кадмием?
- Отвечает специалист
Из вопроса не совсем понятно, что имеется ввиду:
- Деталь покрыта эмалью (краска). Эмалевые краски (эмали) — лакокрасочные материалы, состоящие из высокодисперсных пигментов, плёнкообразующей основы (лаков) и других наполнителей. Эмалевые краски образуют покрытия внешне схожие с эмалями.
- Деталь покрыта эмалью. Эмаль — тонкое стекловидное покрытие (состоящее из оксидов металлов), получаемое высокотемпературной обработкой.
Если под эмалью подразумевается краска, то необходимо понять, что за эмаль нанесена на деталь (алкидная, пентафталевая, глифталевая, и т.д). В зависимости от вида подобрать растворитель для снятия краски.
Если подразумевается эмаль виде стекловидного покрытия – то основным методом снятия покрытия является механический (шкурка, шлифовальный диск). Для облегчения и ускорения процесса можно деталь погрузить в раствор уксусной или щавелевой кислоты.
При хромировании одна анодная штанга перегревается и дымиться.
- 21.06.2018
Добрый день! При хромировании одна анодная штанга перегревается и дымиться. С чем может быть связана данная неисправность.
- Отвечает специалист
Добрый день. У данной неполадки есть несколько причин:
- Плохой контакт токоподвода (от выпрямителя) к самой штанге. Плохой контакт может быть связан с образованием продуктов коррозии на соединении штанги с токоподводом;
- Неправильный выбор сечения штанги в зависимости от тока.
При выборе сечения штанги необходимо руководствоваться ПУЭ «Таблица 1.3.30. Допустимый длительный ток для шин круглого и трубчатого сечений»
Обязаны ли мы пройти лицензирование для эксплутации гальванического цеха - покрытие твёрдым хромом?
- 18.06.2018
Добрый день. Обязаны ли мы пройти лицензирование для эксплутации гальванического цеха - покрытие твёрдым хромом? Производство будет небольшое, грубо говоря кустарное.
- Отвечает специалист
Уточним вопрос по лицензированию. В настоящее время собственно лицензия нужна для производств I-III класса опасности. Для производств IV класса опасности необходима только регистрация (плюс страхование и обучение). Класс производства определяется Таблицей 2 116 ФЗ «О промышленной безопасности опасных производственных объектов». В соответствии с Таблицей 2 производство IV класса опасности может иметь единовременно 0,1-2 тонн высокотоксичных веществ + 1- 20 тонн токсичных веществ + 1-20 тонн веществ, представляющих опасность для окружающей среды. Если количество веществ менее нижнего порога – производство не опасное и не подлежит ни регистрации, ни лицензированию.
Обратите внимание, что в ваннах и на очистных сооружениях (надеемся, они у Вас имеются) имеется в виду весь объем раствора с концентрацией более 1%, то есть промывная вода обычно не учитывается. Расчет токсичности более концентрированных растворов (растворов гальванических ванн, реакторов очистных сооружений, шлама, реагентов на складе) делается с учетом разбавления водой по ГОСТ 32423, 32424, 32425).
Справочно: по нашим расчетам на аналогичных объектах раствор хромирования – токсичное вещество, раствор травления – вещество, опасное для окружающей среды, раствор обезжиривания – не учитывается (не опасное), при этом собственно хромовый ангидрид на складе - уже высокотоксичное вещество.
Еще один немаловажный момент – чтобы производство было зарегистрировано Ростехнадзором, необходимо либо иметь проект, прошедший государственную или негосударственную экспертизу, либо иметь проект технического перевооружения ранее существовавшего опасного объекта, прошедший экспертизу промышленной безопасности. Просто так прийти зарегистрировать новый опасный объект – не получится
Интересует информация по продукции, которая покрывается цинком
- 14.06.2018
Добрый день, Интересует информация по продукции, которая покрывается цинком. Только не в очень обширном понятии, а в более подробном. Именно гальваническим (электрохимическим) способом, не горячее цинкование. Известно, что покрываются барабанным способом такие изделия, как: 1) гвозди 2) саморезы (винты, быстрый монтаж, мебельные гвозди и т.п.) 3) болты (до определенного размера) 4) гайки 5) шайбы 6) крепеж (уголки, кронштейны небольшие, пластины и т.п.) 7) отводы, тройники, фиттинги 8) хомуты сантехнические 9) грузики автомобильные 10) крючки для вешалок 11) кронштейны для водоотводов Известно, что покрываются подвесным способом такие изделия, как: 1) кронштейны (консоли) для стеллажей под продукцию 2) болты крупные 3) шпильки 4) фланцы для гидробаков 5) некоторая проволочная продукция 6) опалубочные системы 7) трубы профильные под определенную продукцию Какие еще виды продукции предусматривают покрытие цинком до момента их продажи (если в этом есть потребность у конечного потребителя)? В каких рынках можно найти потенциальных клиентов? Есть ли рынки, которые только и специализируются на гальваническом (электрохимическом цинковании)? Есть ли сильно выделяющиеся продукты (изделия)? (как барабанные, так и подвесные). Какой вид покрытия является самым востребованным? (по объему обработки и/или по объему денег). Есть ли продукция, которая переходит на более дешевое покрытие, такая как проволочные изделия? Они уходят от никеля/хрома в сторону цинка. Конечного потребителя утраивает внешний вид, требований к коррозионной стойкости нет. Какова на данный момент тенденция электрохимического рынка? Какие прогнозы данного рынка на будущее? Есть ли такой анализ?
- Отвечает специалист
Добрый день, Василий. Мы не располагаем готовыми маркетинговыми исследованиями рынка гальванического цинкования, Вам необходимо это исследование заказывать у компаний, специализирующихся на маркетинговых исследованиях.
Гальваническое цинкование – защитное покрытие и поэтому сохраняет за собой не менее 50% рынка покрытий. Тенденция ухода от защитно-декоративных (никелирование) к защитным (цинкование) имеется уже давно (хорошо это видно, на примере стульев из IKEA). Самые важные рынки цинкования – автопром, метизы/крепеж, строительные изделия разного типа. Тенденция перехода на лакокрасочные, цинкламельные покрытия и даже просто на пластиковые изделия (например, корзины для гипермаркетов) тоже есть.
По какой методике лучше определить содержание солей железа в растворе ванны травления?
- 07.06.2018
Добрый день! Подскажите, пожалуйста, по какой методике лучше определить содержание солей железа в растворе ванны травления. И по каким показателям можно судить о необходимости замены раствора.
- Отвечает специалист
Для определения содержания солей железа в растворе травления используется фотометрический метод определения массовой концентрации общего железа, основанный на образовании сульфосалициловой кислотой или ее натриевой солью с солями железа окрашенных комплексных соединений, в слабокислой среде сульфосалициловая кислота реагирует только с солями железа (III) (красное окрашивание). Оптическую плотность окрашенного комплекса для железа общего измеряют при длине волны = 425 нм, для железа (III) – при длине волны 500 нм.
Так же возможно определение с помощью кондуктометрического титрования с использованием в качестве титранта двухнатриевой соли этилендиаминтетрауксусной кислоты (комплексен III, трилон Б) позволяет одновременно определить присутствие в растворе ионов двух- и трехвалентного железа. Комплексные соединения железа (II) и (III) сильно отличаются по устойчивости (рКFeY2- = 14,33; рКFeY- =25,16; Y - анион этилендиаминтетрауксусной кислоты). Поэтому возможно последовательное титрование солей: сначала железа (III), а затем железа (II), по реакциям:
Fe3+ +Н2У2- = FeY- + 2Н+;
Fe2+ + H2Y2- = FeY2- + 2Н+
При титровании Fe3+ ионов электропроводность раствора до точки эквивалентности увеличивается, так как при реакции выделяются подвижные ионы Н+ . После точки эквивалентности электропроводность понижается. За счет выделения ионов Н+ в раствор рН становится меньше трех. В этих условиях ионы Fe2+ комплекса с комплексом III не образуют. Поэтому для определения ионов железа (II) в анализируемый раствор добавляют ацетатный буфер СН3СООН +CH3COONa и продолжают титровать до определения второй точки эквивалентности. До точки эквивалентности будет наблюдаться ее резкий рост.
На скорость травления большое влияние оказывает содержание солей железа в травильном растворе. При накоплении солей железа в растворе активность серной кислоты падает. А активность соляной кислоты сначала возрастает (до накопления примерно 16% солей железа в растворе), а затем начинает падать. Предельно допустимая концентрация солей железа составляет: для серной кислоты – 15-18%, а для соляной кислоты – 20-22%.
После хранения детали в условиях отапливаемого помещении на покрытии появляются блёклые желтые пятна
- 21.05.2018
Добрый день! Ситуация следующая. Деталь (материал лист Д16.Т) покрыта Н12.О-Ви6, после хранения детали в условиях отапливаемого помещении на покрытии появляются блёклые желтые пятна. В чем может быть причина появления данных пятен? Являются ли эти пятна следствием образования продуктов коррозии в олово-висмуте?
- Отвечает специалист
В данном случае контакта между медью (из дюрали)-цинком (цинкатная обработка) и самим покрытием не возможно, так как применен промежуточный никелевый слой. Остается дело в конечной стадии, а именно промывке.
После плохой промывки покрытия, может, наблюдаться пятнистость покрытия.
Какое полимерный материал целесообразнее использовать для изготовления ванны травления?
- 17.05.2018
Добрый день. Какое полимерный материал целесообразнее использовать для изготовления ванны травления? Травильная ванна предназначена для химической обработки труб в растворе фтористоводородной и азотной кислоты. Состав раствора: HF - 0,5-2 % HNO3 - 7,5-10 % Остальное вода техническая Температура раствора 65-75 град Цельсия Габариты 14м*1,8м*1,8м Необходимо учитывать механическое воздействие труб на стенки и днище ванны.
- Отвечает специалист
Добрый день. Предлагаем вам рассмотреть два варианта изготовления ванны травления:
1) Ванна изготавливается из стали ХН58В.
Коррозионная стойкость сплава ХН58В
По ГОСТ 3239-81, ТУ 14-1-4362-87, ТУ 14-1-4363-87, ТУ 14-131-224-75 сплав должен быть стоек против межкристаллитной коррозии после провоцирующего нагрева при 700 °С в течение 30 мин и охлаждения на воздухе, а также после испытания по методу ДУ ГОСТ 6032-89. Сварные соединения стойки против межкристаллитной коррозии в травильном растворе состава 16-18 % HNO3 + 4 % HF при 50-60 °С.
В состоянии закалки сплав ХН58В стоек в растворах азотной кислоты (скорость коррозии в кипящих растворах 10-58 % HNO3 не превышает 0,02 мм/год) и растворах азотной кислоты в присутствии ионов фтора.
Скорость коррозии
|
|
tисп, °С |
νкор, мм/год |
|
|
ХН58В |
Х18Н10Т |
||
|
16-18 % HNO3 + 4 % HF (травильный раствор) |
50-60 |
0,14 |
>1,0 |
|
14М раствор HNO3 + 0,05-М раствор HF |
94 |
0,36 |
>1,0 |
|
14М раствор HNO3 + 0,1-М раствор HF |
94 |
0,59 |
>1,0 |
|
40-45 % HNO3 + 0,2-0,9 % HF + 0,2-1 % НС1 |
105 |
0,2 |
4-13 |
Минусами данного материала является следующее:
- дороговизна материала
- мало кто изготавливает данный сплав (только под заказ)
- хоть скорость коррозии и не высокая, но она существует, соответственно через некоторое время возможно локальное протравливание материала.
Плюсами данного материала является следующее:
- механическая прочность (механическое воздействие труб на стенки и днище ванны)
2) Ванна изготавливается из черной стали с ХСП (химически стойким покрытием) с футеровкой PVDV.
PVDF стоек к азотной и плавиковой кислоте при заданных температурах:


Плюсами данного материала является следующее:
- Полная химическая инертность к раствору травления
- Стоимость материала ниже, чем ванна из сплава ХН58В
Минусами данного материала является следующее:
- Невысокая механическая прочность. Материал имеет плотность 1,78г/см3
Для уменьшения вероятности нанесения механических повреждений дну ванны, дно выстилают трубами из PVDF.
Подойдёт ли стеклопластик как материал изготовления ванны для процесса хромитирования?
- 15.05.2018
Здравствуйте! Подскажите, пожалуйста, подойдёт ли стеклопластик как материал изготовления ванны для процесса хромитирования? Полипропилен, как я понял, для этого не достаточно стоек.
- Отвечает специалист
Добрый день! Нужно отталкиваться от данных указанных в паспорте пассивации. Обычно производитель указывает материал ванны. В состав трехвалентной пассивация часто входит азотная и плавиковые кислоты, но итоговая концентрация в ванне данных компонентов будет не больше 10г/л. Исходя из таблицы стойкости пластика полипропилен стоек в таких концентрациях:


Но все же, перед изготовлением лучше проконсультироваться с изготовителем пассивации.
Ванны из стеклопластика так же стойки в данном растворе, но процесс изготовления таких ванн более трудоемок, в отличии ванн из полипропилена.
Необходимо провести анализ на содержание натрия сернокислого в ванне радужного пассивирования
- 14.05.2018
Необходимо провести анализ на содержание натрия сернокислого в ванне радужного пассивирования. Подскажите методики.
- Отвечает специалист
Подскажите, пожалуйста, какой рабочий состав ванны пассивации?
Анализ ванны хроматной (радужной) пассивации проводится на содержание серной кислоты, хромового ангидрита и хлорида натрия. В книге «Анализ гальванических ванн» О.Г. Жендерева, З.С. Мухина приведены физико-химические и химические методы анализа гальванических ванн для нанесения покрытий, травления, обезжиривания, оксидирования сталей и др.
Причины неравномерности покрытия сплавом олово-висмут.
- 10.05.2018
Здравствуйте! Подскажите, пожалуйста, причины неравномерности покрытия сплавом олово-висмут. Используем сульфатный электролит следующего состава: сульфат олова 40-60 г/л; нитрат висмута 1-2 г/л; серная кислота 100-110 г/л; ОС-20 3-5 г/л. Аноды из ванны извлекаем. Электролит свежий, прозрачный. Покрытие светлое, но с разводами.
- Отвечает специалист
Добрый день! Проводился ли анализ электролита на загрязняющие элементы? Даже если раствор новый, возможно попадание загрязнений с химией. Из вопроса не совсем ясно характер проблемы.
При наличии примесей меди в растворе электролита наблюдается темное покрытие и плохая паяемость. Решение проблемы: провести анализ и проработать электролит.
Так же при плохой промывке детали после покрытия, может наблюдается пятнистость покрытия.
Производители стальных трафаретов для нанесения припойной пасты на печатные платы
- 27.04.2018
Порекомендуйте пожалуйста производителей стальных трафаретов для нанесения припойной пасты на печатные платы.
- Отвечает специалист
К сожалению, не можем порекомендовать конкретных производителей трафаретов для «сухого метода», т.к. специализируемся на «мокрых процессах» в производстве печатных плат. Но практически все производители печатных плат без проблем берутся за трафареты для нанесения припойной пасты.
Как осадить металл на стекло лампы. Чтобы проводил ток
- 23.04.2018
- Отвечает специалист
Есть несколько способов нанесения токопроводящей пленки на стекло лампы:
Нанесение токопроводящего лака (шелкография).
Вакуумное напыление (ионно-лучевой и вакуумно-плазменный способ осаждения). В зависимости от требуемого сопротивления можно выбрать металл (алюминий, титан, цирконий, серебро, ниобий, нихром, хром, никель и др.) и нанести требуемую толщину.
Прошу обратить внимание, что после нанесения токопроводящей пленки предполагается еще один процесс термообработки. Нужно помнить, что выбор способа зависит от финишной обработки деталей.
Происходит увеличение концентрации карбонатов,с чем это может быть связано?
- 18.04.2018
Здравствуйте, подскажите пожалуйста, после последнего анализа ванны обезжиривания(щелочной раствор), выяснилась ситуация,что происходит увеличение концентрации карбонатов,с чем это может быть связано? и как это исправить?
- Отвечает специалист
Накопление карбонатов в ванне щелочного обезжиривания является естественным процессом. Щелочь взаимодействует с углекислым газом с образованием карбонатов.
NaOH +CO2 = Na2CO3 + H2O
Карбонизация приводит к снижению электропроводности, что ухудшает очищающие свойства щелочного раствора. Растворимость карбоната натрия при 20°С составляет 218 г/л, соответственно при большой концентрации карбонаты выпадают в осадок, их можно удалить фильтрацией.
Единственно, при составлении нового раствора обезжиривания вносите соду в минимальной рекомендованной концентрации.
Какую минимальную температуру выдерживает покрытие олово-висмут?
- 11.04.2018
- Отвечает специалист
Различают 3 типа условий эксплуатации покрытия олово-висмут:
1. Легкие: содержанием в атмосфере сернистого газа и хлористых солей не более 0,03 мг/мл в сутки. Атмосфера не загрязнена газами промышленных объектов и климат помещений для эксплуатации изделий должен быть регулируемым;
2. Средние: условия эксплуатации те же, но можно хранить изделие на открытом воздухе при холодном и умеренном климате и даже при сухом тропическом климате;
3. Жесткие: максимальная температура 85°С, минимальная температура - 60°С. Относительная влажность 98% при температуре 25°С. Наличие солнечного излучения, осадков, ветра, песка и пыли.
Соответственно минимальная температура эксплуатации покрытия - 60°С.
При кадмировании в цианистом электролите происходит сильное наводораживание, проявляющееся в россыпи мельчайших пузырьков в покрытии.
- 06.04.2018
При кадмировании в цианистом электролите происходит сильное наводораживание, проявляющееся в россыпи мельчайших пузырьков в покрытии. Какова причина данного дефекта?
- Отвечает специалист
Причин данного эффекта может быть несколько:
- Наличие в электролите органических загрязнений. Удаление органических соединений лучше всего производится с помощью фильтровальной установки с использованием картриджей с активированным углем или методом перекачивания в отдельную емкость с активированным углем и выдержкой в течение суток с дальнейшей фильтрацией электролита и корректировкой по анализам основных компонентов.
- Низкое содержание кадмия и повышенное содержание цианида.
Слабо-кислотные ванны. Цинкуем детали через 2 месяца они желтеют.
- 05.04.2018
Добрый день! Будем очень благодарны за помощь! слабо-кислотные ванны Цинкуем детали через 2 месяца они желтеют.
- Отвечает специалист
Здравствуйте! Кислые электролиты цинкования обладают коррозионными свойствами по отношению к цинковому покрытию, поэтому при плохом качестве промывки деталей после цинкования, и при дальнейшем складировании возможно образование коррозии на поверхности цинкового покрытия.
После обезжиривания в растворе мл52 изделия из сплава АК7ч на поверхности детали образовались темные пятна.
- 02.04.2018
Подскажите пожалуйста, после обезжиривания в растворе мл52 изделия из сплава АК7ч на поверхности детали образовались темные пятна. Какие причины могли привести к данному дефекту. Смею предположить, что возможно исполнитель мог обезжирить не в мл, а в другом растворе, например, в щелочном. но скрывает.
- Отвечает специалист
Состав моющего состава МЛ-52 следующий:
- 6-9% полиэтиленгликолиевого эфира;
- 1-3% алкилбензолсульфоната ;
- 30-33% триполифосфата;
- 48-52 % кальцинированной соды;
- 8-10% жидкое стекло.
Как видно в состав моющего средства МЛ-52 входит кальцинированная сода (Na2CO3), которая при растворении в воде дает щелочь.
При увеличении времени выдержки алюминиевых деталей в моющем растворе на поверхности алюминиевых деталей возможно образование темных пятен, ввиду, влияния щелочи на поверхность алюминия.
Аноды покрываются пленкой закиси меди
- 29.03.2018
Здравствуйте. При производстве катодной меди мы столкнулись с проблемой: аноды покрываются пленкой закиси меди. Такой пассивацией подвержены почти все аноды в ваннах. Некоторые аноды покрыты черным налетом, похожим на сажу. Температура электролита: 46-48 градусов, содержание меди - 50 г/л, кислоты - 140 г/л. Что мы делаем не так? Спасибо.
- Отвечает специалист
Добрый день!
Основные причины пассивации анодов следующие:
- Наличие на поверхности анода нерастворимой пленки закиси меди Сu2O и никеля NiO. В этом случае поверхность анода блокируется слоем шлама, который удерживается пленкой на аноде. Анодный потенциал растворения меди достигает при этом значительных величин (более вольта). Пассивное состояние анода может сохраняться до того момента, пока анодная пленка не упадет с поверхности анода.
- Образование на поверхности анода слоя вязкого малоэлектропроводного шлама. Вязкий шламовый слой препятствует переходу ионов металла от поверхности растворяющегося анода в электролит. В этом случае резко возрастает напряжение на аноде за счет увеличения электрического сопротивления в слое шлама. Временная депассивация достигается простукиванием анодов с целью удаления шлама с поверхности анодов.
- Низкая скорость циркуляции и низкая температура электролита при работе на высоких плотностях тока приводят к солевой пассивации анода в результате достижения предела растворимости сульфата меди в приэлектродном слое. Снижение растворимости сульфата меди зависит от концентрации никеля, меди и серной кислоты в электролите, т.е. от суммарной концентрации сульфат - ионов в растворе электролита. По результатам проведенных исследований “сульфатная сумма” солей в электролите не должна превышать 260 г/л. При большей “сульфатной сумме,” с увеличением плотности тока, анодная пассивация наступает незамедлительно.
Периодически на концах деталей образуется зажег (черный край), причем на одном конце из двух. В чем могут быть причины?
- 22.03.2018
Добрый день! У нас щелочное цинкование в автоматической линии барабанного типа цинк 8-9 гл, щелочь 80-100г/л, 3 ванны по 1куб.м . Добавка -Цинкамин. Плотность тока 0,8-1А/кв.дм. Аноды в корзинах с чехлами из п/п шариками. Покрываем металлические хомуты разных диаметров. В барабане катодная штанга горизонтальная из трубы или круга. Проблема: периодически на концах деталей образуется зажег (черный край), причем на одном конце из двух. В чем могут быть причины? Ячейка Хулла ничего не показывает.
- Отвечает специалист
При нанесении покрытия в барабанах возможно взаимное экранирование определенных поверхностей детали. При этом может возникнуть ситуация, что на части поверхности детали плотность тока будет очень низка, и процесс осаждения покрытия не будет происходить.
Обычно такие детали отправляют на повторное покрытие.
Каким методом возможно определить двухслойное покрытие?
- 15.03.2018
На предприятие осуществляется двухслойное хромовое покрытие (1 слой-молочный, 2 слой-блестящий). Каким методом возможно определить именно двухслойное покрытие?
- Отвечает специалист
Добрый день!
Структура осадка блестящего хрома характеризуется наличием сетки трещин, а молочного столбчатой структурой (рис. 1-2).
|
|
|
|
Рис. 1 Структура осадка блестящего хрома |
Рис.2 Структура осадка молочного хрома |
Определить двухслойное покрытие можно разрушающим методом с помощью изготовления шлифа и просмотром структуры покрытия на микроскопе.
Неразрушающим методом определения двухслойное хромового покрытия является рентгенофлуоресцентный анализ толщины и химического состава покрытий.
Как снизить количество соли свинца в электролите?
- 27.12.2017
Добрый день! Фторборатный электролит олово-свинец. Результат из лаборатории в г/литр: Тетрфторборат свинца. 32.1 Тетрфторборат Олова. 22,1 Кислота 389 Анализ осадка дает 53 свинца и 47 олова Добавкой пептона на время поднимаю олово в осадке до 56. Как снизить количество соли свинца в электролите? Если часть электролита отлить и смешать с серной, то после декантации осадка могу ли вернуть отлитое снова в ванну? Снизить концентрации компонентов добавлением воды не могу, ванна полная. Как еще можно вывести свинец? Спасибо!
- Отвечает специалист
Здравствуйте! Вы абсолютно правы, большое количество свинца из раствора удаляют добавлением серной кислоты. Для этого необходимо отлить часть электролита с таким расчетом, чтобы в ней содержалось с небольшим избытком то количество свинца, которое необходимо удалить из электролита. Серную кислоту приливать малыми порциями при перемешивании из расчета 0,25 мл серной кислоты (плотность 1.84) на 1 г. свинца. После отстаивания и фильтрации электролита отлитую часть присоединить к основной части и перемешать.
Детали горят, причем начинают гореть в начале процесса, когда ток 0.2.
- 25.12.2017
Добрый день! Покрытие - твердое анодирование, концентрация кислота 230 г/ л (думаю поднять повыше, но видимо проблема не в этом), температура -7, ток 0.4 А на дм кв. Детали горят, причем начинают гореть в начале процесса, когда ток 0.2. Что еще странно - ванна пенится. Очень надеюсь на совет. Заранее спасибо!
- Отвечает специалист
Здравствуйте! Стандартный раствор для получения покрытия твердого анодирования на алюминиевых деталях имеет следующий состав:
- Серная кислота 180-200 г/л
- Температура раствора 0 – минус 7
- Плотность тока 2,5-5,0 А/дм2
Рекомендую разбавить электролит до концентрации серной кислоты 180-200 г/л, поднять плотность тока до 2,5-5,0 А/дм2, напряжение от 20 до 90 В. Произвести тщательную подготовку поверхности деталей обезжиривание, травление, осветление.
Можно ли оцинковать оцинкованные трубы второй раз?
- 22.12.2017
Можно ли оцинковать оцинкованные трубы второй раз?
- Отвечает специалист
При повторном цинковании деталей с учетом выполнения подготовительных операций (обезжиривание и травление) имеющее цинковое покрытие снимется и обновится.
Можно заменить ХимНикелевое покрытие на азотирование титана ВТ 20?
- 20.12.2017
Можно заменить ХимНикелевое покрытие на азотирование титана ВТ 20 (плюсы и минусы)??? заранее спасибо!
- Отвечает специалист
Здравствуйте! Процесс азотирования один из наиболее популярных способов доведения деталей до наилучших показателей сопротивлению изнашивания. Кроме этого, полученные в результате насыщения азотом поверхностные слои имеют высокую сопротивляемость коррозии. Детали прошедшие азотирование имеют микротвердость порядка 1000-1100 кг/мм2, что соответствует микротвердости покрытия Хим.Н. прошедшее термообработку (650-1200 кг/мм2).
Основными недостатками азотирования являются следующие:
- долгое время процесса азотирования порядка 10 часов
- большой расход электроэнергии
- возможность возникновения повышенной хрупкости азотированного слоя, что приводит к трещинообразованию, шелушению и выкрашиванию.
- азотированные в аммиаке сплавы насыщаются водородом, что приводит к развитию водородной хрупкости.
Процесс химического никелирования не изменяет прочностных характеристик детали. Время нанесения покрытия составляет порядка 1 часа.
Основные недостатки покрытия химического никелирования:
- дороговизна химических реагентов;
- возможность отслаивания покрытия при не качественной подготовки поверхности;
- необходимость в очистке сточных вод при промывки деталей и слива отработанного раствора.
На какое покрытие можно заменить хромирование?
- 18.12.2017
На какое покрытие можно заменить хромирование? У нас оборонный заказ, но в связи с отсутствием ванны хромирования и малого количества бирок на хром я считаю не целесообразным восстанавливать ванну т.к. у нас проблемы со станцией нейтрализации (она очень старая) и с вытяжной вентиляцией. В чертежах на бирки стоит покрытие H24бХб и H18Хб.
- Отвечает специалист
Добрый день. Покрытие Н..бХб является защитно-декоративным. Хромовое покрытие толщиной до 1 мкм придает детали только декоративные свойства. Согласно ГОСТ 9.303 для защиты детали при эксплуатации в одних и тех же условиях покрытие H24бХб и H18Хб можно заменить на Н18б или Хим.Н15.
Будет ли при сварке полуавтоматом с использованием сварочной легированной проволоки выделяться в воздух рабочей зоны хром шестивалентный и никель и его соединения
- 07.12.2017
Добрый день! У меня такой вопрос: будет ли при сварке полуавтоматом с использованием сварочной легированной проволоки (содержание в ней хрома 0,20 и никеля 0,25) листовых сталей выделяться в воздух рабочей зоны хром шестивалентный и никель и его соединения? Заранее спасибо.
- Отвечает специалист
Добрый день! Согласно ГОСТ Р 56164-2014 Выбросы загрязняющих веществ в атмосферу. Методы расчета выбросов при сварочных работах на основе удельных показателей при сварке, например, Ст45 в среде углекислого газа с применением проволоки СВ-08Г2С, имеющей следующий состав:
- Углерод – 0,05-0,11 %
- Марганец – 1,8-2,1 %
- Кремний – 0,7-0,95 %
- Хром – 0,2%
- Никель – 0,25%
- Медь – 0,2%
- и др.
Будут выделяться следующие вещества:
- Марганец и его соединения – 0,3 г/кг.
- Оксид железа – 8,7 г/кг.
- Оксиды никеля – 1,3 г/кг.
При трёхслойном покрытии медь-никель-(золото Сo) столкнулись с проблемой сколов (шелушения) по кромкам на деталях из берилевой бронзы(БРБ-2)
- 05.12.2017
При трёхслойном покрытии медь-никель-(золото Сo) столкнулись с проблемой сколов (шелушения) по кромкам на деталях из берилевой бронзы(БРБ-2).Отслаивается никель-золото. На деталях из низколегированной стали такой проблемы нет. Коллеги на другом заводе
покрывают БРБ-2 никель-медь-золото; можно ли?
Второй вопрос. Собираемся перейти на твёрдое золочение из цианистых электролитов. Для повышения твёрдости рекомендуются цианистые соли Ni или Co приобрести их не можем. Есть ли варианты замены?
- Отвечает специалист
Если конечное покрытие будет соответствовать всем требованиям, к нему предъявляемым, не вижу причин не попробовать поменять порядок слоев.
По Вашему второму вопросу. В раствор цианистого твердого золочения возможно введение сернокислого никеля.
Необходимо провести селективную очистку медного и латунного цианистых электролитов
- 29.11.2017
Доброго времени суток участникам форума! Необходимо провести селективную очистку медного и латунного цианистых электролитов. Может кто нибудь подробнее рассказать как это сделать? Линия автоматизированная барабанного типа. Заранее благодарна за ответ.
- Отвечает специалист
Что именно Вы имеете ввиду, говоря о селективной очистке медного и латунного цианистых электролитов? Обычно в указанных электролитах необходимо удалять только избыток карбонатов.
Для этого существует несколько способов:
- Карбонаты из ванны удаляют вымораживанием при температуре —5 °С. При этой температуре они выпадают в осадок. После вымораживания необходимо быстро отфильтровать электролит, во избежание обратного перехода карбонатов в раствор.
- Удаление карбонатов путём добавления в электролит цианида бария с образованием карбоната бария и последующей фильтрацией.
- Удаление карбонатов под действием кислотных ионообменных смол (водородные формы катионита, выбранного из слабокислотных ионообменных смол, содержащих карбоксильные, фосфоновые и/или сульфоновые группы, для превращения карбонатов в угольную кислоту), путем пропускания электролита через слой катионита в колонке.
- Удаление карбонатов при помощи сильнокислотной смолы с высокими степенями ионизации и набухания. Смолу предварительно выдерживают в дистиллированной воде в течение 1-2 часов для набухания. Затем помещают в мешок из полиэфирной ткани и погружают в цианидный электролит на 45-60 минут при комнатной температуре и периодическом помешивании.
Обезвреживание выработанных цианистых электролитов производят подщелоченным раствором, содержащим 10% сернокислого железа и 5% гашеной извести. При этом наблюдается характерное покраснение растворов за счет образования синеродистых солей железа.
Вертикальные глубокие полосы на поверхности изделия.
- 14.11.2017
Добрый вечер, подскажите пожалуйста! Вертикальные глубокие полосы на поверхности изделия. Наращиваем медные изделия в сернокислом электролите. Состав электролита: сернокислая медь - 230 г/л, серная кислота - 60 г/л, Температура электролита (без перемешивания) - 18-25 С°, плотность тока - 2 А/дм2. В чем может быть причина?
- Отвечает специалист
Описанные Вами вертикальные полосы являются, возможно, результатом явления под названием питтинг. Причиной может быть загрязнение электролита органическими веществами (столярный клей, декстрин, полировальная паста). Для устранения органических примесей следует ввести в электролит активированный древесный уголь в количестве 0,5 г/л, выдержать в течение нескольких часов (при возможности оставить на пару суток), периодически помешивая, и отфильтровать электролит.
Продукция выходит с браком
- 25.10.2017
Здравствуйте! У нас появилась проблема! Продукция выходит с браком, а именно, на ножках стульев и столов появляются так называемые ореолы или просто ножки и верх стульев «горят»! Становятся матовыми! Уже устали промывать ванны! Может все дело в хроме, и его стоит поменять?
- Отвечает специалист
Судя по всему, у Вас возникли проблемы с нанесением хромового покрытия. Предполагаем, что Вы используете сульфатный электролит. В этом случае, подгары на краях покрываемых деталей могут быть вызваны несколькими причинами:
- слишком маленькое расстояние между анодом и покрываемой деталью (следует увеличить это расстояние),
- завышенная плотность тока (следует выставить значение тока в соответствии с площадью покрываемых деталей),
- завышенная концентрация серной кислоты (следует определить содержание серной кислоты и откорректировать раствор).
Возможно, в вашем случае следует применить экранирование деталей.
Если Вы имели ввиду проблемы с другим электролитом, то укажите, пожалуйста, более точные данные.
Лезет брак после окрашивания анодированных покрытий в черный цвет
- 18.10.2017
Добрый день, лезет брак после окрашивания анодированных покрытий в черный цвет. Проявляется в виде радужности, появлении белого налета на поверхности, появление белых точек. Причем явную зависимость состава сплава от появления брака мы не наблюдаем. Используем сернокислый электролит анодирования и адсорбционное органическое окрашивание.
- Отвечает специалист
Главными условиями для качественного окрашивания анодированных деталей являются:
- хорошая промывка оксидированных деталей перед окрашиванием. Промывка должна производиться обязательно в холодной проточной воде. Использование горячей воды не допускается, так как при этом происходит частичное уплотнение пленки, снижающее ее адсорбционную способность. Хорошая промывка обеспечивает удаление остатков кислоты из пор, недостаточная промывка может стать причиной появления светлых точек на окрашенной поверхности.
- правильное значение уровня рН красящего раствора. Для черных красителей значение рН составляет порядка 3,5-5 (это значение необходимо уточнить для вашего типа красителя). При необходимости следует откорректировать значение рН красящего раствора содой или аммиаком. Заниженное значение рН может быть связано, например, с недостаточной промывкой деталей после процесса оксидирования, в результате чего кислота попадает в ванну с красителем. Заниженное значение рН красящего раствора может приводить к слабой интенсивности или неравномерности окраски.
Если указанные условия соблюдаются, а брак по-прежнему имеет место, то стоит обратить внимание на качество оксидного покрытия. Возможно, из-за нарушения режима анодирования, анодная пленка имеет недостаточную толщину/пористость. Следует обратить внимание на температуру электролита анодирования (она не должна превышать 22-250С, при необходимости оснастить ванну змеевиком охлаждения), качество контакта между анодной штангой и деталью, на качество подготовки покрытия (в том числе качество промывки) перед анодным оксидированием.
Как можно проверить прошла ли реакция на омеднение, если я готовила раствор для карбидо-кремневой плитки?
- 26.09.2017
Добрый день, как можно проверить прошла ли реакция на омеднение, если я готовила раствор для карбидо-кремневой плитки?
- Отвечает специалист
Здравствуйте. К сожалению, из Вашего вопроса не совсем понятно, что именно требуется определить.
Если необходимо определить, осадилась ли медь на керамику, то возможно использовать качественные реакции на ионы меди: одним из них является качественная реакция с концентрированной азотной кислотой. Каплю кислоты наносят на поверхность с медным покрытием, если начал выделяться бурый газ, медь на поверхности керамики есть. Качественную реакцию необходимо проводить в вытяжном шкафу.
Если Вам требовалось определить не этот параметр, то просим сформулировать вопрос более точно, с указанием всех параметров покрытия.
Выделяется ли шестивалентный хром при электрохимическом травление нержавейки.
- 20.09.2017
Выделяется ли шестивалентный хром при электрохимическом травление нержавейки. Катод тоже нержавеющая сталь. Электроплит 40% раствор серной кислоты. (15 ампер 6 вольт) И что вообще еще выделяется? Спасибо.
- Отвечает специалист
Добрый день.
При электрохимическом травлении нержавеющей стали в растворе серной кислоты хром окисляется только до степени 3+ по следующей реакции:
Сr + H2SO4 → Cr2(SO4)3 + H2↑
Окисление хрома до степени 6+ в кислой среде возможно только в азотной кислоте с применением сильного окислителя, например, перманганата калия.
Все остальные металлы, находящиеся в нержавеющем сплаве также будут переходить в раствор в виде сульфатов. На аноде будет выделяться кислород, а на катоде водород.
При каких условия и по какой информации мы можем сменить электролит в ванне, на что сослаться (например: документ или т.п.) ?
- 17.09.2017
Добрый день! Подскажите ответ на вопрос: Допустимые нормы примесей гидроокиси железа в ванне оксидирования стали (щелочной раствор, Воронение), у нас по данным анализа 3,73 г/л??? При каких условия и по какой информации мы можем сменить электролит в ванне, на что сослаться (например: документ или т.п.) ???
- Отвечает специалист
Данных в нормативной документации о допустимом количестве примесей гидроокиси железа в ванне нет. Замену раствора оксидирования нормативная документация, в частности ГОСТ 9.305-84, также не предусматривает. Замену электролита может регулировать внутренний документ непосредственно самого предприятия.
Покрываем в барабане крепежные детали. После хроматирования на деталях появляются хаотичные черные пятна. В чем причина?
- 12.09.2017
Здравствуйте. Покрываем в барабане крепежные детали. Состав электролита: цинк сернокислый - 120г/л, аммоний хлористый - 300г/л, уксусная кислота - 35г/л, блескообразующие добавки. Сила тока 1,5 А/дм2, температура-18 С. После хроматирования на деталях появляются хаотичные черные пятна. В чем причина?
- Отвечает специалист
Наиболее вероятно, появление черных пятен на деталях вызвано плохой промывкой перед хроматированием. Плохая промывка может служить причиной образования некачественной пассивной пленки. Перед хроматированием желательно желательно производить операцию осветления в 0,25-0,5 % растворе азотной кислоты.
Нужно рассчитать допустимое содержание элементов в ванне.
- 05.09.2017
Добрый день. Возник вопрос. Имеется ванна с щелочным расплавом следующего содержания. NaOH 25.% NaNO3 13.5% NaCl 6.3% Na2CO3 21.7% Na2CrO4 33.5%. Последние два элемента это продукты работы ванны. Нужно рассчитать допустимое содержание этих элементов в ванне. Если первые три компонента должны составлять 100% ванны.
- Отвечает специалист
Здравствуйте!
Для определения допустимой концентрации продуктов реакции необходимы дополнительные данные:
- Где применяется данный расплав.
- Для какого процесса используется расплав – химический или электрохимический.
- Диаграмма состояния тройной системы расплава и ее изменение в процессе работы ванны.
- К каким изменениям приводит значительное накопление продуктов работы ванну.
Можно ли удалить некачественную хроматную пассивацию цинка азотной кислотой?
- 29.08.2017
Можно ли удалить некачественную хроматную пассивацию цинка азотной кислотой? Если возможно, то какую концентрацию лучше применить?
- Отвечает специалист
Добрый день!
Для удаления хроматной пленки можем посоветовать использовать раствор щелочи (NaOH или КОН) при температуре 60°С. Время выдержки – несколько секунд. Однако, кроме хроматной пленки также уменьшится толщина цинкового покрытия.
Наиболее правильно полностью снять цинковое покрытие с пассивацией в растворе соляной кислоты и покрыть детали заново.
При шлифовки хромированных деталей хр. покрытие откалывается. В чем может быть причина?
- 17.08.2017
Добрый день. При шлифовки хромированных деталей хр. покрытие откалывается. В чем может быть причина?
- Отвечает специалист
Для начала необходимо убедиться в качестве подготовки поверхности перед покрытием (обезжиривание и травление), т.к. откалывание покрытия говорит о плохой адгезии покрытия к детали.
Так же необходимо проанализировать электролит на загрязнения посторонними ионами, устранить любые отклонения от оптимального состава.
Основные неполадки, которые были описаны, указывают на превышения допустимых значений по Cr(III) иFe и возможно меди:
- Превышение по Cr(III)
Отрицательное действие повышенного (выше допустимого) содержания Cr(III) в электролите хромирования кратко может быть сведено к следующему:
- снижению выхода металла по току;
- увеличению сопротивления электролита, а следовательно и повышению напряжения на ванне;
- усиление шероховатости покрытия;
- увеличение неравномерности покрытия по толщине;
- ухудшение сцепление покрытия с основой;
- уменьшение интервала плотности тока осаждения блестящих покрытий.
Снижение концентрации ионов Cr(III) можно добиться электрохимическим способом, который заключается в окислении ионов Cr(III) до ионов Cr(VI) на свинцовом аноде. Скорость окисления ионов Cr(III) до ионовCr(VI) повышается с уменьшением анодной плотности и практически не зависит ни от концентрации анионов-катализаторов в электролите, ни от температуры.
Для начала необходимо убедиться в качестве подготовки поверхности перед покрытием (обезжиривание и травление), т.к. откалывание покрытия говорит о плохой адгезии покрытия к детали.
Так же необходимо проанализировать электролит на загрязнения посторонними ионами, устранить любые отклонения от оптимального состава.
Основные неполадки, которые были описаны, указывают на превышения допустимых значений по Cr(III) иFe и возможно меди:
- Превышение по Cr(III)
Отрицательное действие повышенного (выше допустимого) содержания Cr(III) в электролите хромирования кратко может быть сведено к следующему:
- снижению выхода металла по току;
- увеличению сопротивления электролита, а следовательно и повышению напряжения на ванне;
- усиление шероховатости покрытия;
- увеличение неравномерности покрытия по толщине;
- ухудшение сцепление покрытия с основой;
- уменьшение интервала плотности тока осаждения блестящих покрытий.
Снижение концентрации ионов Cr(III) можно добиться электрохимическим способом, который заключается в окислении ионов Cr(III) до ионов Cr(VI) на свинцовом аноде. Скорость окисления ионов Cr(III) до ионовCr(VI) повышается с уменьшением анодной плотности и практически не зависит ни от концентрации анионов-катализаторов в электролите, ни от температуры.
Каким образом наносятся гальванические покрытия на внутренние поверхности отверстий диаметром менее 1мм и глубиной более 2мм.
- 03.08.2017
Каким образом наносятся гальванические покрытия на внутренние поверхности отверстий диаметром менее 1мм и глубиной более 2мм. Например, золочение контактов разъёмных соединений. Заранее спасибо.
- Отвечает специалист
Из вопроса не ясно, какое отверстие - глухое или сплошное. В любом случае при таких размерах отверстия, гальванический метод трудно реализуем. Возможно, помогут составы химического (иммерсионного) золочения, но необходимы эксперименты.
Данные покрытия малопористые, а если применять еще и различные восстановители, то возможно получение покрытия различной толщины в зависимости от времени золочения. Исследования показали, что химическое золочение имеет электрохимический механизм. Реакция протекает путем обмена электронами через материал подложки. Если отверстие глубокое и сплошное, то необходима прокачка электролита через отверстие.
Запускаем никелирование с предварительным железнением медной прямоугольной проволоки. Железо ложится с небольшими пробелами.
- 28.07.2017
Добрый день. Запускаем никелирование с предварительным железнением медной прямоугольной проволоки. Железо ложится с небольшими пробелами. После никелирования идёт растрескивания покрытия при навивании проволоки. Последовательность ванн: щелочная - промывка, кислотная - промывка, железнение -промывка, никелирование - промывка. Замкнутая система промывки. Воды после кислоты и щелочи собираются в одну ванну. После железнения и никелирования в другую. Пытаемся понять причины дефектов проволоки. Возможно ли не качественные покрытие из-за промывочных вод. Подскажите. Уже всю голову изломали.
- Отвечает специалист
Среди перечисленных операций, активирование поверхности/травление является определяющей операций в обеспечении сцепления. Недостатком химического травления металлов в различных растворах кислот является неравномерное растворение дефектного слоя, неизбежное перетравливание поверхности, водородная хрупкость. Для устранения данных недостатков в раствор активации/травления добавляются все возможные добавки (ингибиторы) для равномерности протекания процесса травления.
Если железо ложиться с небольшими пробелами это говорит лишь о некачественной подготовке металла основы (обезжиривание и травление).
Что касается никелевого покрытия, то никелевые покрытия, как правило, отличаются довольно высокими внутренними напряжениями. Внутренние напряжения в электролитическом никеле значительно выше, чем в металле, полученном металлургическим путём. При возникновении внутренних напряжений растяжения покрытия обычно растрескиваются.
На величину внутренних напряжений большое влияние оказывает разница параметров кристаллической решетки основного металла и осадка (в данном случае никелем лучше всего покрывать на медь, т.к. кристаллические решетки двух металлов наиболее похожи, в отличии с железом.) Напряженность так же связана с твёрдостью осаждаемого металла. Наибольшие внутренние напряжения наблюдают в хромовых (104МПа) и никелевых (102МПа) покрытиях.
Пути предотвращения высоких внутренних напряжений:
- Выбор наиболее подходящих условий электроосаждения (например, повышенная температура электролита, непрерывная фильтрация и тд)
- Выбор электролита и использование ПАВ или их комбинаций, уменьшающих внутренние напряжения;
- Последующая термообработка гальванических осадков
- Нанесение подслоя меди
Проводим цинкование в кислом электролита, а затем радужная пассивация в барабане. После детали выходят красноватого цвета
- 20.07.2017
Добрый день, проводим цинкование в кислом электролита, а затем радужная пассивация в барабане. После детали выходят красноватого цвета. В чем причина?
- Отвечает специалист
Вероятнее всего происходит плохая отмывка деталей и занос кислого электролита в ванну пассивации. Излишнее увеличение кислотности (снижению рН), приводит к избыточному растворению цинка и формированию рыхлых, непрочных, грязно-коричневых пленок с низкой коррозионной стойкостью. Попробуйте улучшить качество отмывки деталей от кислого раствора цинкования. Так же необходим контроль значения рН непосредственно в ванне пассивации цинкового покрытия.
Как азотная кислота может повлиять на предварительное никелирование (состав хлористый никель и солянка) Если она туда попала.
- 12.07.2017
Добрый день! Подскажите, пожалуйста, как азотная кислота может повлиять на предварительное никелирование (состав хлористый никель и солянка) Если она туда попала.
- Отвечает специалист
Здравствуйте! В данном вопросе указанно мало вводных данных. Не ясна концентрация азотной кислоты в ванне. Не ясен материал ванны покрытия.
Рассмотрим варианты:
Если ванна сделана из стали – при попадании азотной кислоты в ванну, начнется коррозия материала ванны. В растворе будут накапливаться ионы железа, что плохо скажется на качестве покрытия деталей. Основным признаком загрязнения электролита железом является полосчатое, шероховатое покрытие с трещинами и питтингом. Помимо этого визуально можно наблюдать изменение цвета электролита - он приобретает оттенок болотной зелени, а анодные чехлы (при их наличии) покрываются красно-коричневым налетом.
Если ванна сделана из полипропилена – то при попадании азотной кислоты (достаточно сильный окислитель) начнется разрушение материала ванны, что может сказаться на целостности оборудования.
Также, при попадании азотной кислоты в раствор, начнется химическое растворение никелевых анодов, что со временем увеличит концентрацию ионов никеля в прианодном пространстве. В результате поверхность анода может полностью или частично покрыться кристаллами никелевой соли (особенно в нерабочее время), что приведет к окислению воды и выделению кислорода.
Есть ли более дешевая альтернатива титановому змеевику для охлаждения электролита в ванне анодирования
- 07.07.2017
Здравствуйте, есть ли более дешевая альтернатива титановому змеевику для охлаждения электролита в ванне анодирования, электролит серная кислота (твердый анод).
- Отвечает специалист
Добрый день. По нашим практическим данным, самым востребованным материалом, применяемым для змеевиков в описанных Вами условиях, является титан. Другой материал, который может применяться – нержавеющая сталь марки 904. Однако стоимость такой стали выше, чем титана.
Чем может быть вызвано появление от тёмно- серых до чёрных рыхлых пятен в покрытии олово-висмут?
- 03.07.2017
Здравствуйте! Подскажите пожалуйста. Чем может быть вызвано появление от тёмно- серых до чёрных рыхлых пятен в покрытии олово-висмут? Бывает очень много, а бывает практически без пятен.
- Отвечает специалист
Здравствуйте. Смеем предположить, что Вы используете сернокислый электролит. В таком случае появление описанных вами пятен может быть связано с несколькими причинами:
Здравствуйте. Смеем предположить, что Вы используете сернокислый электролит. В таком случае появление описанных вами пятен может быть связано с несколькими причинами:
- Нахождение в растворе ионов четырехвалентного олова. Необходимо провести анализ на их содержание. При выявлении, следует провести осаждение при помощи пирофосфата калия. В результате будет образовываться нерастворимое соединение Sn2P2О7, осадок легко удаляется декантированием. Окислению ионов 2-х валентного олова до 4-х валентного может способствовать повышение температуры электролита выше комнатной (либо наличие каких-либо локальных перегревов).
- Наличие вредных примесей в электролите (мышьяк, сурьма). Также необходимо провести анализ на содержание этих примесей.
- Недостаточная промывка поверхности после активации в соляной кислоте и, соответственно, загрязнение ванны покрытия олово-висмут ионами хлора (допустимое количество – 0,1 г/л. В этом случае необходимо либо улучшить качество отмывки поверхности после активации, либо поменять соляную кислоту в ванне активации на серную.
Так как, по Вашим словам, появление пятен носит периодический характер, то наиболее вероятной причиной их появление из представленного списка представляется некачественная отмывка перед нанесением покрытия.
Так как, по Вашим словам, появление пятен носит периодический характер, то наиболее вероятной причиной их появление из представленного списка представляется некачественная отмывка перед нанесением покрытия.
Никелевое покрытие выходит матовым
- 23.06.2017
Добрый день! Никелевое покрытие выходит матовым. После термообработки дефект уходит. Состав электролита Никель сернокислый 180-250 Натрий сернокислый 50-90 Кислота борная 30-50 Натрий хлористый 12-17 pH 4.7-5.2 Никелевое покрытие наноситься после хлористого никеля. Как убрать дефект?
- Отвечает специалист
Добрый день! В вашем составе, не указаны, присутствуют ли в электролите блескообразующие добавки. Без блескообразующих добавок никель получается матовым. Так же не указан режим термообработки.
Необходимо проверить соблюдение оптимальных значений плотности тока и pH электролита.
При большом значении pH (смещен в щелочную сторону) на поверхности катода образуется гелеобразный гидроксид никеля, который и дает матовость покрытию.
Детали покрываются неоднородным цветом. на поверхности наблюдаются пятна красновато бурого цвета, хаотично, как разводы
- 05.06.2017
Здравствуйте! Есть проблема при цианистом латунировании (барабанные подвески). Детали покрываются неоднородным цветом. на поверхности наблюдаются пятна красновато бурого цвета, хаотично, как разводы. Иногда разводы более темного цвета - серобурого. Думала промывка плохая, меняла воду, увеличивала время промывки. Не помогло. Подскажите пожалуйста, если можно, в чем проблема. Состав электролита Cu-40 гр/л, Zn-8 гр/л, CNсв.-14-18 гр/л, температура 45 градусов, рН 10,8-11,2. Спасибо.
- Отвечает специалист
Добрый день
В связи с тем, что ванна содержит два металлических компонента медь и цинк, поэтому эксплуатация электролита связана с рядом сложностей. В частности, неоднородность цвета покрытия при нанесении в барабанах возможна в нескольких случаях:
- низкая плотность тока;
- малое содержание карбонатов в электролите;
- недостаток аммиака в электролите.
Серый налет (хромирование)
- 18.05.2017
Всем очень доброго дня. никак не выходит подскажите беру ангидрид хрома 1кг разбавляю водой до плотности 117 соответствует таблице 250г на литр далее серную 5мл в 100мл воды и в раствор хромовой кислоты .аноды вылил из свинца аккумулятора.далее прорабатываю анод 0.6дм2 катод железка 1.6дм2 на токе 5а от зарядного не трансформаторного типа. пробую хромировать ,а там серый налет и все на всех токах от 1 до 18 а.деталь болт.железка.медная трубка. причем очень не ясно ,что за реакция на катоде при проработке и хромировании. 50 градусов. может что в корне не так.и почему при проработке вообще на железке ничего не оседает. деталька тоже как и анод 0.6дм2. даже при 15 а ничего. вроде прорабатываю раствор темнеет. на аноде темно коричневый налет.пузырьки идут и на аноде и на катоде. Спасибо.
- Отвечает специалист
Для нанесения хромового покрытия электролит должен быть следующего состава:
Хромовый ангидрид – 150-250 г/л
Серная кислота 1,5-2,5 г/л
Соотношение хромового ангидрида к серной кислоте должно быть 10:1.
В зависимости от того, какое вы хотите получить хромовое покрытие (молочное или декоративное), нагревают электролит до требуемой температуры.
Для получения молочного хрома требуется температура 68-72°С, а блестящего 45-60°С.
Процесс нанесения хромового покрытия в данном электролите протекает при большой плотности тока порядка 45-60 А/дм2.
Ток на деталь площадью 0,6 дм2 должен быть 27-36 А. При меньшем токе на поверхности катода выделяется водород и идет процесс перехода Сr(VI) в Cr(III).
Образование покрытия не происходит.
Для осаждения хрома при низких плотностях тока можно использовать фторидные электролиты хромирования, имеющие следующий состав:
|
Хромовый ангидрид |
250 г/л |
|
Плавиковая кислота |
0,8-6 г/л |
|
Катодная плотность |
2,5-6 А/дм2 |
|
Температура электролита |
20-25 градусов |
Осадки, получаемые из этого электролита, имеют более низкую твердость и более пластичны.
Нужно ли улавливать сурьму после гальванической операции перед промывкой детали?
- 11.05.2017
Нужно ли улавливать сурьму после гальванической операции перед промывкой детали?
- Отвечает специалист
Из вопроса не понятен состав раствора электролита и режимы его работы (температура, плотность тока, вид оснастки, конфигурация деталей).
Ванна улавливания ставится в следующих случаях:
- дороговизна компонентов электролита;
- большой вынос электролита (связан с обработкой деталей в барабане, либо сложная конфигурация деталей)
- ванна покрытия работает при повышенных температурах (восполнение потерь электролита при испарении)
Достоинствами способа регенерации электролитов при помощи ванн улавливания являются:
- Простота способа
- Малая трудоемкость
- В процессную ванну возвращается не только ион металла(сурьма), но и все другие компоненты электролита)
К недостаткам можно отнести:
- низкий коэффициент возврат иона металла в технологический процесс.
Интересует издание Ю. Ю. Матулис блестящие гальванические покрытия
- 20.04.2017
здравствуйте уважаемые! Интересует издание Ю. Ю. Матулис блестящие гальванические покрытия. Как найти этот труд для прочтения?
- Отвечает специалист
В интернете ресурсах данная книга отсутствует. Книгу можно посмотреть в Российской национальной библиотеки. Шифр хранения: 69-5/3987.
При анодировании алюминия, как определить износ катодной пластины
- 20.03.2017
Добрый день, подскажите пожалуйста. При анодировании алюминия, как определить износ катодной пластины (свинцовая). Как часто её нужно менять?
- Отвечает специалист
Здравствуйте!
Согласно ГОСТ 9.305-84 при анодировании алюминия в растворе серной кислоты можно использовать катоды из нержавеющей стали 12Х18Н10Т или свинца. Нержавеющая сталь в растворе серной кислоты медленно растворяется, а свинец практически нет. Свинец является малоактивным металлом, в растворе серной кислоты на нем образуется защитная пленка сульфата свинца, предотвращающая растворение, т.е. износ катода очень незначительный и с течением времени замена его не требуется.
Для получения качественного анодного покрытия на алюминии необходимо соблюдать соотношение площадей анодов и катодов в диапазоне от 1:1 до 1:5.
После химического оксидирования и промывки детали покрываются рыжим налетом. В чем может быть причина?
- 15.03.2017
Есть ванна щелочного оксидирования стали следующего состава: каустик – 650 г/л, нитрит натрия – 200 г/л. Процесс оксидирования осуществляется при температуре 138-140 градусов. После химического оксидирования и промывки детали покрываются рыжим налетом. В чем может быть причина?
- Отвечает специалист
Одной из причин такого поведения ванны оксидирования является недостаток окислителя, попробуйте откорректировать концентрацию нитрита. Если проблема не исчезнет, то возможно, непосредственно в ванне есть избыток железа.
Для удаления избыточного количества железа добавьте 3-5 г/л желтой кровяной соли. Ну и в качестве рекомендации можно посоветовать после оксидирования промывать в максимально чистой воде, желательно 3-ей категории по ГОСТ 9.314-90.
Проблемы при оксидировании стали
- 10.03.2017
Здравствуйте. Проблемы при оксидировании стали. Процесс ведем в двух ваннах оксидирования. Первая ванна: 560 г/л едкого натра, 220 г/л окислителя и 20-60 г/л тринатрийфосфата, рабочая температура 130-135 градусов. Вторая ванна: 560 едкого натра, 220 нитратов и нитритов, температура 135-138 градусов. Постоянно возникают проблемы с покрытием, то рыжий налет, то светлые пятна. Декантировали, чтобы убрать гидроокись железа, но проблема осталась. Объем ванн 1300л.
- Отвечает специалист
Данные дефекты покрытия происходят из-за множества факторов:
-
Рыжий налет
При понижении концентрации в растворе количества окислителя часто имеет место образование гидратированной окиси железа Fe2O3*nH2O, осаждающийся на поверхности деталей в виде нерастворимого красного (рыжего) налета. Нужно провести анализ на концентрацию окислителя в ванне.
-
Светлые пятна
Светлые пятна образуются из-за:
-
некачественная подготовка к покрытию;
-
местный перегрев деталей при полировке или механической обработке (при изготовлении детали);
-
если детали обрабатываются в корзинах, то данные проблемы вызывает недостаточное встряхивание корзины;
-
если белые пятна образуются после промывки и сушки, то это говорит о некачественной промывке деталей после оксидирования;
В качестве рекомендаций для решения вышеуказанных проблем рекомендуется:
-
произвести повторное (более качественное) обезжиривание деталей;
-
зачистить или отполировать заново и заново декапировать поверхность детали;
-
встряхивать детали 2-3 раза во время покрытия;
-
контролировать качество промывки, при помощи индикаторов
Возможно ли использование оловянной проволоки в качестве анода при покрытии олово-висмут?
- 03.02.2017
Здравствуйте, возможно ли использование оловянной проволоки в качестве анода при покрытии олово-висмут? При покрытии деталей сложной формы, не прокрывается в углублениях, хотелось бы попробовать внутренние аноды из оловянной проволоки или прутка. Возможно ли такое использование?
- Отвечает специалист
Дополнительные аноды в гальванике достаточно широко применяются при нанесении различного рода покрытий, в том числе и при покрытии олово-висмут.
В качестве дополнительных анодов можно использовать:
1) Растворимые (прутки или проволоку металла покрытия).
2) Нерастворимые ( прутки свинца, нержавеющей стали).
3) Биполярные.
В качестве биполярного электрода применяют кусок анодного металла (растворимого или нерастворимого), изолированно закрепленного на подвеске и не имеющего подвода тока от анодной штанги, направленного одним концом в сторону основного анода, а другим в сторону углубления детали, требующего усиления покрытия. Ток будет проходить от основного анода к заднему концу вспомогательного, по вспомогательному электроду и далее с его переднего конца – ко дну углубления детали.
Для нанесения покрытия олово-висмут можно применять дополнительные аноды в виде проволоки.
С целью равномерного нанесения покрытия с использованием дополнительных анодов (с подводом тока) рекомендуем использовать двух или более канальный выпрямитель. Это позволит регулировать ток подаваемый на дополнительные аноды.
После обезводораживания темнеет пассивная пленка на кадмии
- 02.02.2017
Здравствуйте, после обезводораживания темнеет пассивная пленка на кадмии. Электролит кадмирования хлористоаммонийный, пассивация в р-ре хромпика, сульфата натрия и азотной кислоты. Пленка теряет радужность и из золотистой становится коричневой.
- Отвечает специалист
При нанесении конверсионного покрытия (хроматирования) на поверхности кадмия образуются сложные комплексные соединения гидроксохроматов.
Сушку хроматных пленок проводят при температуре не более 50-55 градусов. При обезводораживании деталей, проводимом обычно при температуре выше 180 градусов, водорастворимые соединения шестивалентного хрома переходят в нерастворимые и перестают работать как ингибиторы коррозии. Коррозионная стойкость покрытия падает в 5-10 раз, из-за этого и происходит потемнение пленки.
Для исключения потемнения пленки рекомендуем операцию хроматирования производить после обезводораживания деталей. Помимо этого обращаем Ваше внимание на то, что, согласно ГОСТ 9.301-86, потемнение хроматного покрытия на деталях после термообработки не является браковочным признаком.
Встречала информацию по рекомендованному содержанию фосфора в химникелевом покрытии для улучшения пайки. А есть ли рекомендации для улучшения сварки?
- 25.01.2017
Здравствуйте! Встречала информацию по рекомендованному содержанию фосфора в химникелевом покрытии для улучшения пайки. А есть ли рекомендации для улучшения сварки? Покрываем стальные детали из электролита составом г/л: NiSO4 - 30, гипофосфит - 24, СН3СООNа - 12, кислота борная - 8, NH4Cl - 6, тиомочевина - 0,003 рН - 5,8-5,9, температура около 83 С. Детали не всегда хорошо свариваются. Может быть причина в покрытии или свариваемость полностью зависит от состояния поверхности металла под покрытием? Или от структуры самого покрытия? И еще вопрос. Этим же электролитом покрываем стальные (ковар, дилатон) детали со стеклоизоляторами. Травим в соляной кислоте, затем в меланже (HNO3:H2SO4 1:1). Часто химникель точками или мазками высаживается на стекло, что считается браком. Может ли причина крыться в режиме нанесения покрытия или дело в поверхности (трещинки, шероховатости) стекла?
- Отвечает специалист
Паяемость и, в большей степени, свариваемость зависит от количества окислов на поверхности. Представленный состав из советского ГОСТа дает быстрое поверхностное окисление так как не разрабатывался специально для пайки и сварки. Причины высаживания на стекло - недостаточная стабилизация электролита. При нормальной стабилизации ни трещинки, ни шероховатости значения не имеют. Могу посоветовать НСА-10, он варится даже после длительного хранения, что доказано исследовательской работой.
На вопрос отвечал Гаврилин Г.О., Генеральный директор ООО КБ «Химникель»
Замучил брак-неоднородность цвета поверхности
- 18.01.2017
При анодировании в сернокислотной ванне деталей из сплава 6082-аналог АД35 замучил брак-неоднородность цвета поверхности После окрашивания в черный цвет ситуация еще круче когда проверяем процесс на куске точно этого сплава-эталон от надежного поставщика проблемы нет, как посоветуете исправлять брак и возможно ли это-ведь размеры меняются...
- Отвечает специалист
В своём вопросе Вы не указали метод окрашивания, поэтому дать однозначный ответ затруднительно.
Если окрашивание проводилось адсорбционным методом, то удалить некачественную окраску без разрушения оксидного слоя можно в растворе, содержащем 20 г/л перманганата калия и 200 г/ азотной кислоты. Следует отметить, что последующая перекраска едва ли приведёт к лучшим результатам, так как, судя по вашей информации, причина брака заключается в низком качестве алюминиевого сплава и в неподходящей для этого сплава подготовке.
В том случае, если окрашивание проводилось химическим или электрохимическим методом, удаление некачественной окраски без разрушения оксидного слоя весьма проблематично.
Снятие бракованного окрашенного оксидного слоя без растравливания алюминия можно проводить путём обычного щелочного травления при катодной поляризации (катодно).
Причина неравномерности окраски алюминия, как правило, заключается в неправильной подготовке поверхности детали перед анодным оксидированием и в плохой промывке до и после оксидирования. Для сплавов, содержащих кремний более 1%, необходимо проводить травление в смеси азотной и плавиковой кислот.
Более подробную информацию вы можете получить в книге «Оксидирование алюминия и его сплавов», Скопинцев В.Д., 2015 г. Кроме того, составы для травления алюминия различных марок можно посмотреть в ГОСТ 9.305-84.
На вопросы отвечал к.т.н., доцент кафедры ТЭП Вятского государственного университета Мамаев В.И.
Как подготовить поверхность 12Х18Н10Т к электрополировке
- 12.01.2017
Подскажите, пожалуйста, как подготовить поверхность 12Х18Н10Т к электрополировке. И какой электролит лучше взять?
- Отвечает специалист
Аустенитную нержавеющую сталь 12Х18Н10Т удобно полировать в электролите, не содержащем шестивалентного хрома, состава:
Кислота ортофосфорная 950 – 1050 г/л
Кислота серная 150 – 300 г/л
Плотность электролита 1,62
iа 10 – 100 а/дм2
τ 1 – 5 мин
Подготовка зависит от исходного состояния поверхности детали. Если сталь не подвергалась термической обработке, то на ней, как правило, нет толстых оксидных плёнок и поэтому подготовка может быть ограничена только обезжириванием.
Хромировании. Покрытие не идет
- 09.01.2017
Добрый день, у нас при хромировании в стандартном электролите (ангидрид 160-180, окись хрома 3-12, серная кислота 1,5-2,5 г/л) сейчас 166 г/л, но покрытие не идет, это от чего может быть? И графит как влияет на хромирование?
- Отвечает специалист
Из вашего вопроса не понятно, что значит «покрытие не идёт». Вообще хром не осаждается или на хромовом покрытии есть дефекты? Кроме того, не указана плотность тока, которая оказывает большое влияние на ход электродных процессов.
Если хром вообще не осаждается, то в первую очередь нужно проверить, не перепутана ли полярность. Такое иногда бывает, когда перед хромированием переключают полярность для анодной активации непосредственно в ванне хромирования, а потом забывают переключить на катодную поляризацию.
Почему речь зашла о графите? Вы хромируете графит или у вас аноды из графита? Аноды при хромировании обычно бывают из свинца. Графитовые аноды окисляются выделяющимся кислородом и быстро раскрашиваются, что может привести к появлению шлама и, как следствие, к дефектам.
Для ответа на ваш вопрос нужна полная развернутая информация о процессе.
Контактная информация
Email: info@echemistry.ru По вопросам рекламы:
Email: sale@echemistry.ru
2014-2022 © При полном или частичном копировании информации ссылка на сайт обязательна. Echemistry | Электрохимический сайт - Россия